روندهایی در فناوری فولاد تمیز و مهندسی دیرگداز
این مقاله در مجله صنعت نسوز، شماره هفتم، بهار ۱۳۹۶، از صفحه ۳۳ تا صفحه ۴۱ به چاپ رسیده است.
حمید وکیل نژاد (کارشناس سابق تحقیق و توسعه – شرکت دانش بنیان گروه پاترون)
محسن امین (مدیر سابق کنترل کیفیت و طراحی محصول – شرکت دانش بنیان گروه پاترون)
جهت مشاهده فایل PDF لطفا اینجا را کلیک فرمایید.
توسعه پایدار فناوری فولادسازی، محرک اصلی برای توسعه دیرگدازهای جدید و پیشرفته است. در این مقاله بطورخلاصه در مورد روندهای فولادسازی ثانویه بحث شده و اینکه چگونه دیرگدازهای پیشرفته راهحلهای نوآورانهای را برای شرایط چالشبرانگیز در فرآیندهای فولادسازی فرآهم می کنند. مثال هایی نیز پیرامون نقش دیرگدازها در کیفیت فولاد و کاهش هزینه اقتصادی فرآیند ارائه گردیده است.
صنعت فولاد به دلیل اینکه ۶۰ تا ۷۰% از سهم بازار فرآوردههای دیرگداز را به خود اختصاص داده است، محرک اصلی پیشرفت های جدید در صنعت دیرگداز محسوب میشود. برای برآورده ساختن نیازهای جدید و فزاینده فرآیند فولادسازی، نیاز به توسعه پایدار مهندسی دیرگدازها وجود دارد. در بخش اول مقاله در مورد روندهای فناوری فولادسازی توضیح داده شده و در بخش دوم مقاله مثال هایی پیرامون راه حل های ارائه شده توسط دیرگدازهای پیشرفته برای فولادسازی مقرون به صرفه و کیفیت بالا ارائه گردیده است.
۱- روندهایی در متالورژی ثانویه
روندهای فناوری فولادسازی به تفصیل توسط Fahndrich و همکارانش و Bruckhausen و Fahndrich مورد بحث قرار گرفته است. با توجه به اهداف این مقاله، به روندهای مذکور به طور خلاصه اشاره شده است:
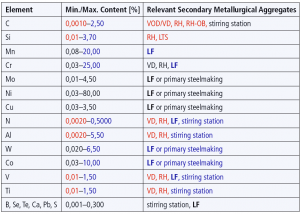
توسعه پایداری از انواع گریدهای فولادی جدید با خواص مربوطه برای کاربردهای متفاوت وجود دارد، به گونه ای که بیش از ۲۰۰۰ گرید فولادی مختلف در بازار آماده عرضه می باشد. این فولادها، گریدهایی با خلوص بالا با مقدار اندکی از ناخالصیهای نامطلوب و عناصر آلیاژی هستند. شکل۱ حد قابل دستیابی از میزان ناخالصی ها را در فولادها و در ۵۰ سال گذشته نشان داده و در جدول۱ عناصر آلیاژساز مهم در فرآیندهای فولادسازی و درصدهای احتمالی بیشینه و کمینه برای فرآوردههای مختلف ارائه گردیده است. بهبود مداوم کیفیت فولاد با عملیات در حوزه پاتیل ها حاصل شده است. تأثیر مهم این عملیات در پاتیل فولادسازی که متالورژی ثانویه نام دارد از سال ۱۹۸۰ به بعد آشکار شد.
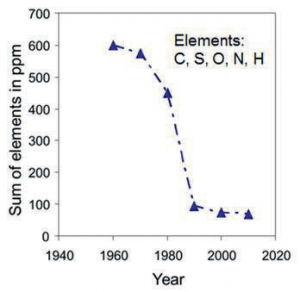
شکل۱- حد قابل دستیابی از میزان ناخالصی بعد از عملیات متالورژی ثانویه در سالهای ۱۹۶۰ تا ۲۰۱۰ میلادی
جدول۱- درصد عناصر آلیاژساز مربوط به فرآیندهای متالورژی ثانویه
آنالیز گریدهای مختف فولادی برای کاربرد در خودروسازی در شکل ۲، نشان از افزایش تقاضا برای فولادهای با ناخالصی کم و کیفیت بالا دارد.
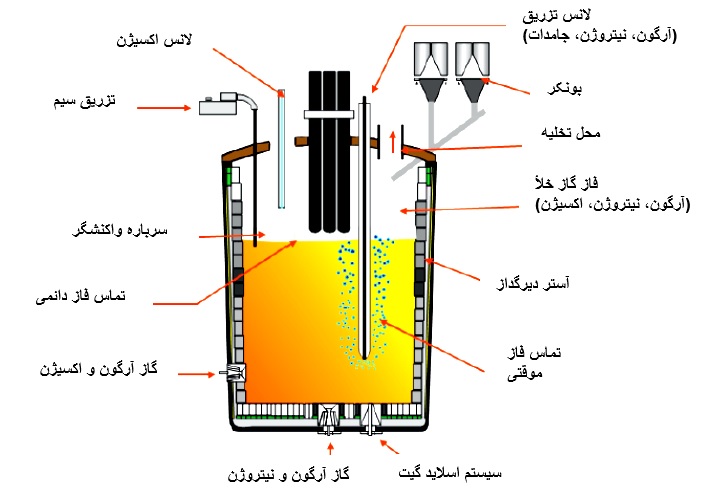
تداوم فرآوری فولاد مذاب در متالورژی ثانویه، به پیشرفت آسترهای دیرگداز نیازمند است و میتوان آن را از مهمترین عوامل محرک برای اختراعات حوزه دیرگداز در نظر گرفت. متالورژی ثانویه گستره وسیعی از فرآیندها شامل اکسیژنزدایی، گاززدایی، گوگردزدایی، کربنزدایی جهت کاهش درصد کربن، آلیاژسازی در محدوده خواص معین، افزایش تمیزی فولاد با جداسازی یا اصلاح آخالهای غیرفلزی و آخرین میزان – و نه حداقل میزان- به دست آمده از همگنی ترکیب و دما را پوشش می دهد. از این رو Lachmund از پاتیل فولادسازی با عنوان ” رآکتور متالورژیکی[۱]” یاد کرده است (شکل ۳).
[۱] Metallurgical Reactor

شکل۲- چالش های متالورژیکی در صنعت خودرو
فولاد بطور پیوسته درطی زمانهای عملیاتی در پاتیل فولادسازی سرد میشود (شکل۴). بنابراین حتی دماهای ذوبریزی بالاتر کنورتور فولادسازی (BOF) یا کوره قوس الکتریکی (EAF) یا بازگرمایش فولاد در کوره پاتیلی یا با روش های ترموشیمیایی مثل CAS-OB نیازمند جبران این افت دمایی و تضمین دمای واقعی برای ریختهگری فولاد است. طبق گزارش منابع مختلف، هزینه جبران افت دما به ویژه افزایش دمای یک درجه کلوین مذاب فولاد، بین ۳ و ۵ یا حتی تا ۱۰ یورو در هر تن تولید فولاد است.
شکل۳- پاتیل فولادسازی بعنوان رآکتور متالورژیکی
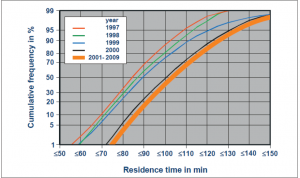
شکل۴- سیر تکاملی زمان ماندگاری فولاد مذاب در پاتیل از زمان ذوب ریزی تا شروع ریخته گری
شمار زیادی از انواع فولادهای مختلف (بیش از ۲۰۰۰ نوع) و همچنین شرایط کاری مختلفی در هر کارخانه فولاد وجود دارد که هیچ کدام دقیقاً مانند دیگری نیست، لذا بمنظور بدست آمدن فرآورده فولادی با کیفیت بالا به روشهای فرآوری پیچیده و چندگانه درطی متالورژی ثانویه نیاز است. برخی روشها در شکل ۵ با در نظر گرفتن ذوب اولیه، همزدن، گاززدایی VD/VOD و RH، کوره پاتیلی و تجهیزات گرمایش شیمیایی ارائه گردیده است. برای تولید فولاد مقرون به صرفه و کیفیت بالا، به برنامهریزی دقیق و منظم و عملکرد فرآوری نیاز است. بنابراین Bruckhaus در مورد ” راهبردهای خطای صفر ” با حداکثر توان تولید و انعطافپذیری به عنوان یک راهبرد مهم در فولادسازی نوین اشاره کرده است. متالورژی ثانویه تنها با آسترهای دیرگداز با عملکرد بالا در پاتیل فولادسازی قابل انجام است. مثالهای زیر نشان می دهند دیرگدازهای مهندسی شده در آستر پاتیل فولادی چگونه برای شرایط چالش برانگیز فولادسازی نوین راهکارهای فنی و اقتصادی ارائه می کنند. تمرکز اصلی در مورد دیرگدازهای آلومینایی خلوص بالا ارائه شده است.
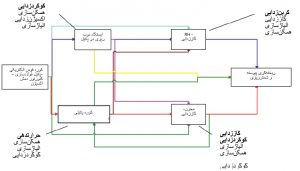
شکل۵- فرآیندهای متالورژی ثانویه – روشهای منعطف و متنوع
۲- توسعه در مهندسی دیرگدازها
۱-۲- دیرگدازهای خنثی برای تولید فولاد تمیز
دیرگدازها برای جدار داخلی پاتیل فولادسازی باید در مقابل سربارههای خورنده، سربارههای واکنشگر متالورژیکی مثل سرباره آلومینات کلسیم با نسبت CaO/Al2O3 حدود ۱ برای فولادهای کشته آلومینیومدار (شکل۶) مقاومت کنند. علاوه براین آستر دیرگداز باید از نظر ترمودینامیکی در تماس با فولاد – برای مثال در برابر آلومینیوم اضافی حل شده در فولاد کشته آلومینیومدار- پایدار باشد تا از اکسیداسیون مجدد فولاد و مشکلات مربوط به تمیزی فولاد جلوگیری گردد. این مورد بطورمعمول برای آسترهای دیرگداز قلیایی مثل آجرهای دولومایی یا منیزیا-کربنی مسئله ای نیست. آجر منیزیا کربنی ماده استاندارد برای خط سرباره پاتیل فولادسازی است.
دیرگدازهای آلومینا بالای حاوی سیلیس، مانند بوکسیتی یا آندالوزیتی در مقابل سرباره های خورنده و با دمای ذوب پایین آلومینات کلسیمی نرخ فرسایش بالایی دارند. SiO2 در این دیرگدازها از نظر ترمودینامیکی در تماس با آلومینیوم حلشده در مذاب فولاد، پایدار نبوده و با آلومینیوم کاهیده می شود تا Al2O3 شکل بگیرد که باعث افت تمیزی فولاد خواهد شد:
۳SiO2 + 4 [Al] à ۲Al2O3 + 3 [Si]
بنابراین دیرگدازهای آلومینا-اسپینل و آجرهای منیزیا-کربن خلوص بالا جایگزین آندالوزیت و بوکسیت در آستر پاتیل شدند (شکل۷).
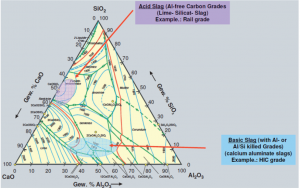
شکل۶- ترکیب شیمیایی سرباره پاتیل فولادسازی برای سرباره های واکنشگر متالورژیکی فوقانی با گرانروی و دمای ذوب پایین
دیرگدازهای آلومینا- اسپینل هم بصورت جرم ریختنی و هم بصورت آجر برای هر دو نوع گرید فولاد کشته حاوی سیلیسیم و آلومینیوم و در دیواره پاتیل فولادسازی با موفقیت به کار گرفته شده اند. در دیوارههای کناری پاتیل فولادسازی، جرمهای ریختنی با فاز اسپینل درجا نسبت به جرمهای ریختنی حاوی اگریگیت اسپینل، از نظر مقاومت به سرباره و رفتار ترموپلاستیک در دماهای بالا امتیازات بیشتری دارد. آجرهای دیرگداز فوق به صورت آجرهای بدون کربن با پخت دما بالا یا آجرهای آلومینا-منیزیا-کربن (AMC) باند کربنی با فاز اسپینل درجا هستند.
آجرهای دیرگداز اسپینلی فوق الذکر بایستی جهت ایجاد علمکرد مطلوب، درصد بسیاری کمی SiO2 داشته باشند. Franken و همکارانش گزارش کردند که طول عمر آجرهای اسپینلی با ۱ درصد سیلیس تنها ۴۰ درصد آجرهای اسپینلی با ۱/۰ درصد سیلیس می باشد. بنابراین عوامل رسی سنتی برای آجرهای دیرگداز مذکور، بایستی با عوامل دیگر مانند آلومینای ری اکتیو جایگزین شوند.
عملکرد آجرهای دیرگداز آلومینا-منیزیا-کربن به اگریگیتهای آلومینای مورد استفاده در دیرگداز بستگی دارد. آجرهای حاوی بوکسیت در این رده کمترین کیفیت را دارند. چنین آجرهای دیرگدازی نمیتوانند عملکرد مناسبی برای فرآیندهای منعطف و فزاینده فولادسازی در پاتیل داشته باشند. در کف پاتیل، آجرهای آلومینا-منیزیا-اسپینل برپایه آلومینای تبولار به وضوح کیفیت بالاتری نسبت آجرهای برپایه آلومینای ذوبی قهوهای دارد. طبق گزارش Krausz و همکارانش طول عمر آجر دیرگداز برپایه آلومینای ذوبی قهوهای به مقدار ۵۰٪ کمتر از آجر دیرگداز برپایه تبولار آلومینا در کف پاتیل بوده است. آجرهای دیرگداز خلوص بالا برپایه آلومینای تبولار مقاومت بالاتری در برابر سرباره و خزش داشته و دارای بیشترین نرخ تشکیل اسپینل درجا در طول سیکل های گرمایی است. بررسیهای اخیر نشان میدهد که دیرگداز برپایه اگریگیت آلومینای سینتری (BSA 96)، تشکیل همگنتر و سریعتر فاز اسپینل درجا را در آجرهای AMC نسبت به آجرهای برپایه آلومینای ذوبی قهوهای نشان می دهد.
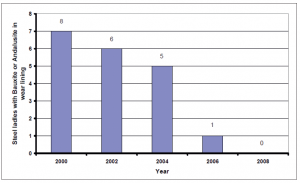
شکل۷- تعداد فولادسازان اروپایی مصرف کننده دیرگدازهای آندالوزیتی یا بوکسیتی برای آسترهای مقاوم به سایش پاتیل های فولادسازی
اگر دیرگداز حاوی کربن و گرافیت باشد، فولادهای فوقکمکربن مثل ورق های فولاد خودروسازی حساسیت زیادی به ورود کربن از آستر دیرگداز به درون مذاب فولاد دارد. چنین گریدهای فولادی حداکثر ppm 20- 10 کربن دارند و لذا امروزه ورود چند ppm کربن از طریق کربن موجود در دیرگداز به درون فولاد، عامل بحرانی محسوب می گردد. برخلاف دیرگدازهای منیزیایی، دیرگدازهای آلومینایی جهت دستیابی به انعطاف پذیری ترمومکانیکی و مقاومت به شوک حرارتی مطلوب، نیازمند محتوای کربن/گرافیت در فرمولاسیون خود نیستند. حتی دیرگدازهای آلومینا-منیزیا-کربن باند کربنی درصد گرافیت به مراتب کمتری (طبق جدول۲) نسبت به آجرهای دیرگداز منیزیا- کربنی دارند.
شکل ۸ افت دمایی در دیواره پاتیل فولادسازی ۱۸۰ تنی با آستر دیرگداز جرم ریختنی اسپینل درجا را نسبت به آجرهای دیرگداز MgO-C نشان میدهد. به دلیل هدایت حرارتی بالاتر آجر دیرگداز MgO-C (طبق جدول۲)، افت دمایی با وجود یک لایه عایق اضافی در آستر اصلی، ۱۵- ۱۰ درجه کلوین بالاتر می باشد. با توجه به اینکه هزینه افت دمای ۱ درجه کلوین بین ۵ تا ۱۰ یورو به ازای هر تن تولید فولاد متغیر است، هزینه متوسط افت دمایی ۱۵ درجه کلوین به مقدار ۷۵/۰ تا ۵/۱ یورو به ازای هر تن تولید فولاد خواهد بود. بطورکلی هزینه آسترکاری دیرگداز پاتیل بدون سیستم اسلاید گیت، از ۵/۱ تا ۲ یورو به ازای هر تن تولید فولاد متغیر است. بنابراین هزینه افت گرمای لازم برای فرآیند فولادسازی بیش از ۵۰٪ هزینه آسترکاری دیرگداز پاتیل اهمیت دارد.
دیرگدازهای آلومینا بالا با محتوای کربن کمتر و یا بدون کربن به دلیل هدایت حرارتی پایینتر، امتیازات بهتری نسبت به دیرگدازهای با محتوی کربن بالا دارند و چنین جنبه هایی در ارزیابیهای اقتصادی طراحی آستر پاتیل بایستی مدنظر قرار گیرد.
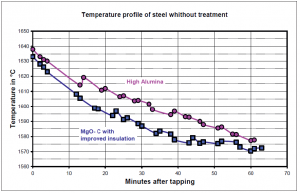
شکل۸. توسعه دمایی فولاد در پاتیل فولادسازی ۱۸۰ تنی با طراحی های مختلف آستر دیرگداز
|
جدول۲- داده های مربوط به برخی دیرگدازهای مورد استفاده در آستر پاتیل |
|||||
|
|
آجرهای MgO-C |
آجرهای AMC |
AM |
||
|
آلومینای ذوبی قهوهای |
آلومینای سینتری (BSA 96) |
آجر دیرگداز |
جرم ریختنی دیرگداز |
||
|
درصد کربن (٪) |
۱۵-۱۰ |
۸-۶ |
– |
– |
|
|
هدایت حرارتی (W/m.K) |
۱۰ |
۵/۶ |
۴/۶ |
۵/۳ |
۵/۳ |
|
دانسیته بالک (g/cm3) |
۹/۲ |
۲۵/۳ |
۰۸/۳ |
۲/۳-۳ |
۳-۹/۲ |
۲-۲- آستری دیرگداز نازک با خواص مقاومت به سایش جهت افزایش ظرفیت پاتیل
برای پاتیل فولادسازی با ظرفیت ۲۰۰ تن مذاب فولاد، با کاهش ضخامت آستر دیرگداز تا mm 10 میتوان ظرفیت آن را تا ۵/۲ تن اضافه کرد. به استثنای هزینه مواد ورودی، دیگر هزینه های فرآیند ثابت می ماند و لذا این تناژ اضافی میتواند بطور قابل ملاحظهای خروجی اقتصادی فولادسازی را افزایش دهد. بنابراین ضخامت آستر دیرگداز در بسیاری از کارخانههای فولادسازی اروپا کاهش یافته است. جدول۳ نمونههایی از موارد با فرسایش شدید را ارائه کرده است که در آنها دیرگدازهای آلومینا- اسپینل با ضخامت mm 140- 110 در آسترهای تازه نصب شده بطور متوسط ۱۴۰- ۱۱۰ ذوب گرفتهاند.
|
جدول۳- نمونهای از فولادسازان اروپایی با رویکرد کاهش ضخامت آستر دیرگداز در پاتیلهای فولادسازی |
||
|
|
شرکت voestalpine Stahl GmbH Linz، اتریش |
شرکت TATA Steel IJmuiden، هلند |
|
ظرفیت پاتیل (برحسب تن) |
۱۸۰ |
۳۳۲ |
|
آستر دیرگداز مقاوم به سایش دیواره |
جرم ریختنی دیرگداز آلومینا-اسپینل |
آجرهای دیرگداز اسپینلی |
|
ضخامت (برحسب mm) |
۱۱۰-۱۳۶ |
۱۴۰ |
|
رکورد پاتیل (برحسب تعداد ذوب) |
۱۱۴ |
۱۴۰ |
چنین افزایشی در ظرفیت پاتیل تاجایی امکان پذیر است که توان وزنی جرثقیل محدودیت ایجاد نماید. در اینگونه موارد، وزن آستر دیرگداز پاتیل نیز هدف گذاری میشود. دیرگدازهای آلومینا بالا برپایه اگریگیت های سینترشده به دلیل وجود تخلخل های بسته داخلی در اگریگیت های سینتر شده، معمولاً دارای چگالی بالک کمتر نسبت به دیرگدازهای آلومینا بالا برپایه اگریگیتهای ذوبی هستند. مثالی از این موارد در جدول۲ آمده است.
۳- نتیجه گیری
مثال هایی از دیرگدازهای پیشرفته که در این مقاله مورد بحث قرار گرفت، ارتباط دیرگدازها با فولادسازی نوین را هم از نظر فنی و هم اقتصادی نشان داد. هنگام بررسی جنبه های اقتصادی مواد دیرگداز، بایستی علاوه بر هزینههای مسقتیم مصرف دیرگداز، هزینه های مربوط به اپراتوری دیرگدازها نیز لحاظ گردند. هزینههای مربوط به اپراتوری دیرگداز ورای هزینه خرید و نصب دیرگدازها، می تواند بدین شکل خلاصه شود: کاهش تولید به دلیل خارج از سرویس بودن پاتیل (آسترکاری مجدد، عدم اعتمادپذیری، تخریب های غیرمنتظره و یا حتی حوادث غیرمترقبه)، تأثیر بر کیفیت فولاد، هدررفت انرژی، افت بازدهی، مسایل زیست محیطی، ایمنی و سلامت تأثیر میگذارد. تجربهها نشان داده است که هزینههای مربوط به اپراتوری دیرگداز به همان اندازه اهمیت دارد که هزینههای مصرف دیرگداز مهم هستند و معمولاً تهیه دیرگدازهای ارزان قیمت و با کیفیت پایین با لحاظ کردن هزینه های اپراتوری، تبعات سنگینتری برای صنایع مصرفکننده به وجود میآورد. انعطاف پذیری لازم در فرآیند فولادسازی نوین نیازمند عملکرد مناسب مواد دیرگداز است.