اثر مصرف انواع قراضه بر میزان تولید و مصرف انرژی
مقاله زیر در گاهنامه آهنگان، (اولین نشریه تخصصی آهن قراضه و ضایعات فلزی در ایران)، شماره سوم، ویژه نوروز ۱۳۹۶، در صفحه به چاپ رسیده است. جهت مطالعه مجله، لطفا اینجا را کلیک فرمایید.
اثر مصرف انواع قراضه بر میزان تولید و مصرف انرژی
حسام ادیب
گروه پاترون برای اولین بار اقدام به مدلســـازی میــزان تولیـــد با کوره های القایی با عنوان PSM (مخفف عبارت Patron Steelmaking Modeling ) نموده است. با توجه به اینکه قبلا مدلی مشابه که بر اساس پارامترهای مختلف قادر به پیش بینی یا محاسبه میزان تولید باشد ارائه نشده است، می توان گفت این مدلسازی برای اولین بار در جهان انجام گرفته است.
پارامترهایی که در مدل PSM وارد می شود و مدل را قادر به پیش بینی میزان تولید می کند عبارتند از: ظرفیت اسمی کوره، توان اسمی کوره، نوع کوره (مدار موازی یا مدار سری)، راندمان تجهیز، دمای محیط، دمای تخلیه، روش زینتر کردن، میزان توقفات، درصد مصرف انواع قراضه، میزان مصرف آهن اسفنجی، آنالیز محصول تولیدی (مثلا شمش)، ضریب تبدیل ذوب به محصول، تاخیرات در فرایند تولید و پارامترهای دیگری که بر راندمان تولید، میزان تولید و مصرف انرژی تاثیر گذار است.
مدل PSM توسط گروه پاترون در سمینارهای آموزشی عمومی و خصوصی ارائه گردیده و مدیران و کارشناسان کارخانجات فولادسازی کشور از روش مدلسازی آگاه گردیده اند. همچنین مقاله ای در تشریح آن در حال تدوین است که به زودی منتشر خواهد گردید.
در طول سه سال گذشته، گروه پاترون در شرایط مختلفی مدل PSMرا آزموده و آن را محک زده است. خوشبختانه این مدل به قدری کامل و البته پیچیده است که قادر به پیش بینی تمام شرایطی که کارخانجات مختلف با آن روبرو هستند می باشد. همچنین با استفاده از PSM می توان بهای تمام شده محصول تولیدی را محاسبه نمود و در شرایط مختلف قیمتی، میزان سود یا زیان تولید را مشخص نمود.
گروه پاترون از مدل PSMبرای ارائه خدمات مشاوره خود به کارخانجات در حال بهره برداری و نیز پروژه های فولادسازی جهت ارائه بهترین راهکارها و حل مسائل کارخانجات، اعم از تجهیزات، سرمایه های انسانی، فرایند تولید و زیرساخت ها استفاده نموده و خوشبختانه این مدل راهگشا و راهنمای جامعی بوده است.
با توجه به آنکه توضیح مدل PSM در این مقال نمی گنجد، یکی از نتایجی که از تحلیل مدل در خصوص اثر مصرف انواع قراضه و اثر فرآوری قراضه به دست می آید را در اینجا بررسی می نماییم.
لازم به توضیح ذکر است توضیحاتی که در ذیل آمده است بر اساس پیش فرض های مدل، در شرایط تعریف شده طبق استاندارد پیش فرض مدل است که به برخی از آنها می پردازیم. این پیش فرض ها عبارتند از:
- نوع کوره: مدار موازی
- دمای محیط: ۲۰ درجه سانتیگراد
- دمای تخلیه: ۱۶۷۰ درجه سانتیگراد
- روش زینترینگ کوره: ذوب به ذوب (تخلیه ذوب آخر در بوته آماده زینترینگ که مشعل گازی بر روی آن قرار گرفته است و نگهداشت ۲۰ تا ۴۵ دقیقه ای)
- ضریب دسترسی: ۹۵% زمان
- میزان تاخیرات: ۶% زمان
- مصرف آهن اسفنجی: صفر
- آنالیز محصول تولیدی: شمش ۵SP
- ضریب تبدیل ذوب به محصول[۱]: ۹۸%
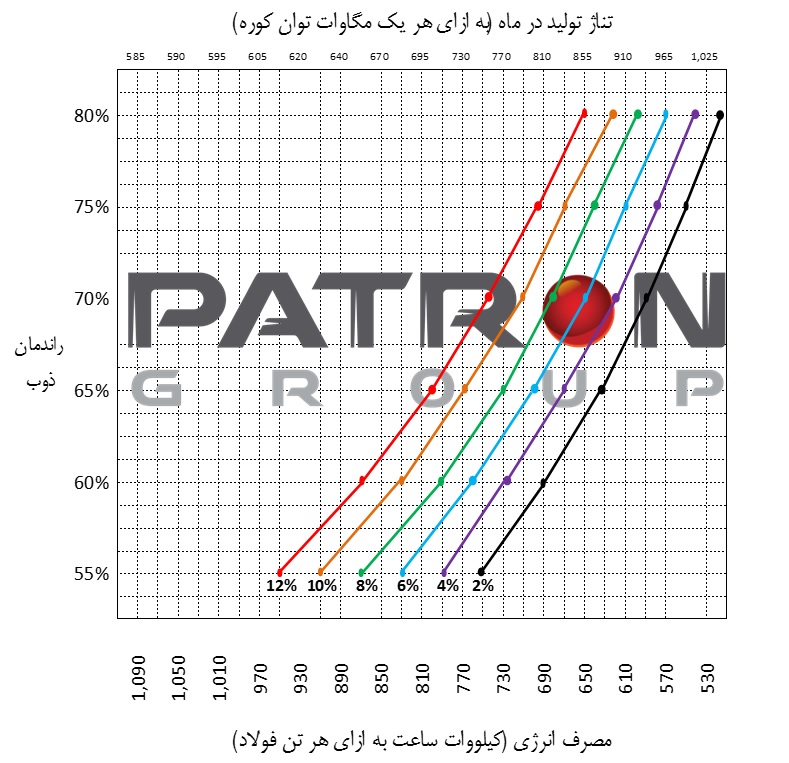
بر اساس فرضیه های فوق الذکر، نمودار زیر به عنوان یکی از نتایج مدل استخراج و ارائه می گردد:
در نگاه اول شاید نمودار فوق پیچیده به نظر برسد چراکه این نمودار دارای چند بعد است لذا توضیح زیر ضروری است.
نمودار افقی پایینی گویای مصرف انرژی کوره القایی با واحد کیلووات ساعت به ازای هر تن فولاد است که یکی از مهمترین شاخص های فولادسازی محسوب می گردد. نمودار افقی بالایی، معرف میزان تولید در ماه، به ازای هر یک مگاوات توان اسمی کوره است. یعنی اگر در این محور، میزان به دست آمده ۸۱۰ باشد، چنانچه کوره ۴ مگاواتی در اختیار داشته باشیم، حاصلضرب ۸۱۰ و ۴ می شود ۳٫۲۴۰ تن در ماه یا اگر با همین میزان ۸۱۰، کوره ۸ مگاواتی در اختیار داشته باشیم تولید ماهیانه ۶٫۴۸۰ تن خواهد بود. این یعنی نمودار فوق قادر به پیش بینی هر کوره القایی با هر توان و ظرفیتی است. اما لازم به توضیح است که راندمان کوره های القایی در چگالی توان های مختلف و نیز ظرفیت های مختلف متفاوت است که با توجه به وجود محور عمودی راندمان ذوب، این متغیر حذف می گردد و PSM می تواند همچنان معتبر باقی بماند. محور عمودی که معرف راندمان ذوب است، در واقع معرف راندمان تجهیز (به خاطر راندمان کل تجهیزات کوره القایی، از ترانسفورماتور گرفته تا تابلوی کوره، بانک خازنی، کابل آب و برق، راندمان کویل، تابش و غیره) و راندمان اپراتوری است که هر دو با هم راندمان ذوب را به وجود می آورند. یعنی ممکن است راندمان کوره ای در حالت بهینه ۸۰% باشد اما با راندمان اپراتوری ۹۰%، راندمان کل به ۷۲% برسد که البته تعریف و روش محاسبه هر یک از این شاخص ها، در PSM آمده است و در اینجا جهت خلاصه کردن موضوع و پرداختن به اصل مطلب از توضیح آن پرهیز می کنیم.
نمودارهای رنگی که در نمودار فوق آمده است، هر یک به انواع قراضه با ضریب تبدیل های مختلف یا به عبارتی پرت های مختلف بر می گردد. یعنی اگر ضریب تبدیل قراضه ای ۹۲% باشد، که به عبارتی به اصطلاح پرت آن ۸% است، باید نمودار سبز رنگ را دنبال کرد. به عنوان مثال در یک کارخانه با کوره ۱۰ تن القایی، در صورتیکه ضریب تبدیل قراضه ۹۲% (پرت ۸%) و میزان تولید با توان ۴ مگاوات، ۲٫۸۵۰ تن در ماه در نظر گرفته شود، با توجه به نمودار PSM، از برخورد منحنی سبز رنگ و میزان تناژ در ماه به ازای هر یک مگاوات توان کوره ۷۱۳ تن (۴/۲۸۵۰=۷۱۳) در نمودار افقی بالایی، به راندمان ۶۰% و میزان مصرف انرژی۷۹۰ کیلو وات ساعت (بدون در نظر گرفتن مصرف تجهیزات جانبی) به ازای هر تن فولاد دست پیدا خواهیم کرد.این مقادیر با شرایط واقعی همخوانی دارد. البته می توان آن را به این صورت هم تفسیر کرد: اگر با قراضه ای که ۸% پرت دارد ۲٫۸۵۰ تن تولید شود، مصرف برق ۷۹۰ کیلووات ساعت به ازای هر تن و راندمان ۶۰% خواهد بود.
مدل PSM و این نمودار که از آن استنتاج شده به ما چه می گوید؟
مزیت های رقابتی به طور کلی، بر اساس مدل پورتر، حول دو محور استراتژی رهبری قیمت و استراتژی تمایز تعریف می گردد. در صنعت فولاد، خصوصا در بحث تولید فولاد ساختمانی، تمایز چندان معنا دار نیست و استراتژی صحیح، رهبری قیمت است. به این معنا که تولیدکنندگان می بایست با هدف کمترین بهای تمام شده ممکن گام بردارند تا بتوانند رقابت و بقا داشته باشند. لذا هر موضوعی در فولادسازی به بهای تمام شده ختم می گردد.
از این منظر، موضوع قراضه، با توجه به آنکه بیشترین سهم را در بهای تمام شده دارد، بالاترین سطح اهمیت را دارد. به همین نسبت موضوع فراوری قراضه نیز به طور مستقیم به بهای تمام شده مرتبط است. هدف آن است که تدبیری اتخاذ گردد تا کمترین هزینه ممکن برای قراضه بتوان در نظر گرفت تا به کمترین بهای تمام شده رسید.
همانطور که می دانیم با توجه به هزینه های ثابتی که در یک کارخانه فولاد، خصوصا در حوزه هزینه های نیروی انسانی و هزینه های بالاسری تولید و عموما هزینه های مالی و بهره های بانکی، وجود دارد، افزایش میزان تولید خود عامل کاهش بهای تمام شده واحد محصول است. از طرف دیگر موضوع مصرف انرژی یکی از عوامل هزینه است که در ترکیب بهای تمام شده رقم نسبتا مهمی محسوب می گردد. لذا هر مقدار که تولید افزایش یابد، خود به خود بهای تمام شده کاهش می یابد. از طرف دیگر با افزایش راندمان، عوامل هزینه ای دیگر، از جمله برخی مواد مصرفی (عمدتا نسوزها)، مصرف آب و غیره نیز کاهش می بایند که همه این عوامل دست به دست هم داده، بهای تمام شده را در حد قابل توجهی کاهش می دهند.
لذا اگر راهکاری وجود داشته باشد که در کل بتواند بهای تمام شده را کاهش دهد، قابل توجه خواهد بود.
همانطور که گفته شد یکی از مواردی که نقش به سزایی در بهای تمام شده دارد قراضه است. به همین دلیل مسئله قراضه و یافتن راهکارهایی که به کاهش بهای تمام شده کمک کند همیشه مورد توجه بوده است و این موضوع منجر به بررسی اثر انواع فراوری قراضه روی بهای تمام شده گردیده است.
فراوری قراضه، صرفا به سهولت روش شارژ کمک نمی کند. فراوری قراضه در اولین قدم منجر به کاهش ناخالصی های آن می گردد که نقش مهمی در کاهش مصرف انرژی و به دنبال آن افزایش میزان تولید دارد. از طرفی فراوری قراضه منجر به سهولت شارژ آن در کوره القایی و در نتیجه کاهش زمان های اتلاف و انرژی از دست رفته و نهایتا افزایش میزان تولید و کاهش مصرف انرژی خواهد گردید. یعنی دو کاربرد اصلی فراوری قراضه کاهش ناخالصی ها و افزایش دانسیته به منظور افزایش راندمان شارژ و تولید است.
طبیعتا فراوری قراضه فرایندی هزینه بر است. سوال کلیدی آن است که آیا هزینه های فراوری، در روش های مختلف، توجیه اقتصادی در قیاس با افزایش میزان تولید و کاهش مصرف انرژی و مواد دارد یا خیر. پاسخ به این سوال به قیمت قراضه، هزینه های فراوری و کاهش هزینه ناشی از فراوری بر می گردد. همه این موارد در شرایط واقعی قابل اندازه گیری و محاسبه هستند اما سوالی که در پاسخ به سوال مذکور پیش می آید، میزان افزایش تولید و کاهش مصرف انرژی است. به همین دلیل با کمک مدل PSM به این سوال پاسخ می دهیم تا تولیدکنندگان بتوانند به سوال اصلی پاسخ دهند. یعنی این مقاله و استنتاج ناشی از مدل PSM به دنبال یافتن پاسخ برای این سوال است که: فراوری قراضه در سناریوهای مختلف چه تاثیری بر میزان تولید و مصرف انرژی دارد.
بر اساس یافته های مدل PSM، همانطور که در نمودار آمده است، با کاهش پرت قراضه ای که در کوره القایی شارژ می گردد، میزان تولید افزایش یافته، مصرف انرژی کاهش می یابد. مقادیر مورد سوال را می توان از روی نمودار مشاهده نمود.
اما مسئله راندمان ذوب که در نمودار به آن پرداخته شده، همانطور که گفته شد، به دو عامل راندمان تجهیزات و راندمان اپراتوری مرتبط است که در شرایط خاص هر کارخانه قابل بررسی است.
فرض بگیریم پرت قراضه معمول در بازار حدود ۸% باشد. اگر این قراضه فراوری نشود و یا صرفا به پرسکاری یا برشکاری اکتفا گردد، میزان پرت کاهش نمی یابد و لذا با فرض پرسکاری یا برشکاری که منجر به افزایش دانسیته قراضه و سهولت شارژ می گردد، صرفا می توان راندمان ذوب را افزایش داد که البته قابل توجه است. پرسکاری و برشکاری معمول ترین روش های فراوری در کارخانه های فولادسازی کشور با کوره های القایی هستند.
اما روش های دیگری هم برای فراوری وجود دارند که در چارچوب فراوری مکانیزه تعریف می گردند. معمول ترین روش های فراوری مکانیزه، استفاده از شردر یا خردکن و یا پرس قیچی یا شی یر پرس است. شردر نیز در دو تکنولوژی کلی چکشی (Hammer) و دو شافته (Dual Shaft) وجود دارد که البته شردرهای چکشی نیز در دو نوع شردرهای اولیه (جهت خرد کردن اولیه قراضه) و شردرهای ثانویه (به منظور تکمیل فرایند خرد کردن) موجودند. همچنین می توان تجهیزات تکمیلی از جمله جداسازهای عناصر مختلف را نیز به شردرها اضافه نمود که محصولات تفکیکی به دست آورد.
فرض بگیریم قراضه معمولی که ۸% پرت دارد را با یک شردر چکشی فراوری نماییم. به طور معمول پرت قراضه ای که محصول این سیستم است به زیر ۲% خواهد رسید. تاثیر این نوع قراضه در نمودار با رنگ سیاه نشان داده شده است. (امیدواریم قراضه شرد شده با حلبی شرد شده اشتباه گرفته نشود.)
اما اگر همین قراضه را با شی یر پرس فراوری نماییم، احتمالا پرت قراضه به حدود ۴% و حداکثر ۶% خواهد رسید.
هر یک از فرایندهای فوق الذکر جهت فراوری، هزینه های سرمایه گذاری اولیه و هزینه های تولید مخصوص به خودشان را دارند و البته محصول هر یک از این روش های فراوری متفاوت است و تاثیر آنها در فولادسازی تفاوت دارد.
هدف از این مقاله، تشریح اثر مصرف انواع قراضه در فولادسازی و بررسی تغییر میزان تولید، راندمان و مصرف انرژی بود که امیدواریم توانسته باشیم به این سوال پاسخ دهیم. می توان با مثال های عددی، نشان داد که در شرایط فعلی بازار ایران و یا در شرایط کلی، آیا فراوری با شردر یا پرس قیچی مزیتی ایجاد می کند یا خیر اما به طور کلی یک قانون را می توان بیان کرد: جلوی حرکت اتلاف را باید در فرایند تولید گرفت. اتلافی که از یک مرحله از فرایند به مرحله بعدی منتقل می شود، هزینه های بیشتری را تحمیل می کند. پرت قراضه یک اتلاف است.
امیدواریم مطلب فوق مفید واقع شده و بهترین و اقتصادی ترین تصمیمات به همراه بیشترین ارزش افزوده از فعالیت ها در صنعت کشور گرفته شود.
در صورت نیاز به اطلاعات بیشتر، خواهشمند است با گروه پاترون تماس حاصل فرمایید.
[۱] ضریب تبدیل ذوب به محصول، نشان گر میزان پرت مذاب در فرایند آماده سازی ذوب و ریخته گری (شامل سر شمش، ته شمش، برشکاری، ته تاندیش و ذوب از دست رفته به دلیل ناودانی کشیدن) می شود.