
ضریب مصرف الکترود گرافیتی و تحلیل آن
این مقاله در مجله پردازش، شماره ۱۳۰ و ۱۳۱، شهریور و مهر ۱۳۹۸، از صفحه ۸۶ تا ۹۰ به چاپ رسیده است.
ضریب مصرف الکترود گرافیتی و تحلیل آن
حسام ادیب
رئیس هیئت مدیره گروه دانش بنیان پاترون
در کارخانجات فولادسازی با روش کوره قوس الکتریکی، شاخصی که به طور معمول برای سنجش مقدار مصرف الکترود گرافیتی استفاده میشود، ضریب مصرف الکترود گرافیتی است که با محاسبه مقدار مصرف الکترود گرافیتی (کیلوگرم) بر تناژ تولید فولاد بر حسب تن در سیکل استفاده از آن الکترود (Kg/ton) به دست میآید. در برخی کارخانجات، تناژ تولیدی مذکور را تناژ ذوب و در برخی کارخانجات تناژ شمش / اسلب تولیدی (که تناژ ذوب با ضریب Yield یا ضریب تبدیل مذاب به تناژ شمش / اسلب ارتباط دارد) محاسبه میکنند. برخی کارخانجات نیز از شاخص مقدار مصرف الکترود گرافیتی بر حسب گرم بر مقدار مصرف انرژی در سیکل استفاده از آن الکترود بر حسب کیلووات ساعت (Gr/KWH) استفاده میکنند.
بررسیها نشان میدهد ضریب همبستگی این دو شاخص (Kg/ton و Gr/KWH) بسیار بالا و بین ۸۵/۰ (هشتاد و پنج صدم) تا ۹۹/۰ (نود و نه صدم) و معمولا بین ۹۵/۰ تا ۹۹/۰ است. (جهت اثبات این موضوع گزارشات قابل ارائه است). از این رو، استفاده از هر یک از دو شاخص فوق معنای یکسانی دارد. برخی به دنبال استخراج شاخص مصرف الکترود گرافیتی و ارتباط آن با واحد محصول تولیدی (شمش یا اسلب) هستند تا اثر مصرف الکترود در بهای تمام شده فولادسازی مشخص شود و برخی به دنبال تحلیل ارتباط مصرف الکترود گرافیتی با مصرف انرژی هستند. اما ضریب همبستگی بالای بین این دو شاخص نشان میدهد هر پارامتری که روی افزایش شاخص Kg/ton تاثیر میگذارد، بر شاخص Gr/KWH نیز تاثیر میگذارد و لذا تغییرات مقداری این دو شاخص باید بر اساس تغییرات پارامترهای دیگر تحلیل شوند و این دو شاخص به خودی خود گویای تاثیر پارامترهای موثر بر خود نیستند. در نتیجه با توجه به سادگی و نشان دادن سهم الکترود در بهای تمام شده (که از نظر اقتصادی بسیار مهم است) و با توجه به استاندارد و فراگیرتر بودن شاخص Kg/ton، توصیه میشود از همین شاخص برای سنجش مقدار مصرف الکترود گرافیتی استفاده گردد و در صورت نیاز، از شاخص Gr/KWH به عنوان شاخص کمکی استفاده گردد، البته اگر برای آن کارخانه، کاربردی در نظر گرفته شود.
همانطور که گفته شد، تحلیل تغییرات ضریب مصرف الکترود گرافیتی (چه با شاخص Kg/ton و چه با شاخص Gr/KWH) مستلزم تحلیل پارامترهای مؤثر بر مصرف الکترود گرافیتی است. باید گفت متاسفانه تعدد پارامترهای موثر بر مصرف الکترود گرافیتی و پیچیدگی روابط بین آنها باعث شده فرمولاسیون دقیقی جهت محاسبه و پیش بینی ضریب مصرف الکترود گرافیتی وجود نداشته باشد و بهینه سازی ضریب مصرف الکترود را با چالش روبرو نماید.
پارامترهای موثر بر ضریب مصرف الکترود گرافیتی بیش از ۲۰ پارامتر هستند که برخی از آنها عبارتند از: کیفیت الکترود گرافیتی، قطر الکترود، ظرفیت و طراحی کوره قوس الکتریکی، توان ترانسفورماتور کوره، گرید فولاد تولیدی، شکست الکترود یا افتادگی سر الکترود حین استفاده، موقعیت و سیستم KT ها، مقدار مصرف اکسیژن و گاز، درصد مصرف آهن اسفنجی، کیفیت آهن اسفنجی، کیفیت قراضه، مقدار مصرف دولومیت و آهک، نحوه و کیفیت سربارهسازی، محل ریزش مواد و آهن اسفنجی، زمانهای توقف، TTT یا سیکل زمانی هر ذوب، جریان عبوری از الکترود، ولتاژ و تپ ترانسفورماتور کوره، تنظیم طول قوس، سیستم رگولیشن الکترود، سیستم خنک کن الکترود با آب، سیستم غبارگیر کوره، انرژی مصرفی، طراحی دلتای سقف کوره قوس الکتریکی، و شرایط اپراتوری کوره قوس.
کارخانجات مختلف حسب تجربه، دانش فنی، طراحی کوره و شرایط خود، به تنظیم پارامترهای فوق میپردازند تا با در نظر گرفتن همه عوامل موثر بر بهای تمام شده فولادسازی، به اقتصادیترین ترکیب و تنظیمات دست یابند. در این میان نقش الکترود گرافیتی با توجه به قیمت و تاثیر آن در بهای تمام شده، بیش از بقیه عوامل هزینهای دیگر اهمیت دارد. لذا لازم است دقت نظر خاصی جهت مدلسازی شرایط و عوامل وجود داشته باشد تا اقتصادیترین تصمیمات اتخاذ گردد.
یکی از روشهای متداول مدلسازی پارامترهای مؤثر بر مصرف الکترود گرافیتی، برآورد تغییرات ضریب مصرف، در صورت تغییر یک پارامتر است. بر این اساس میتوان جدولی از پارامترها و تغییرات ضریب مصرف بر اساس تغییر هر یک واحد از پارامترها تنظیم نمود که به فرموله کردن ضریب مصرف الکترود در آن کارخانه و پیشبینی ضریب مصرف به منظور برآورد اقتصادیترین ترکیبات پارامترها منجر شود. در این روش با ثابت نگه داشتن همه پارامترها و تغییر در یک پارامتر، میتوان به تاثیر آن پارامتر در ضریب مصرف الکترود گرافیتی دست یافت. برخی پارامترها روی هر سه فاز تاثیر میگذارند و برخی پارامترها را میتوان برای یک فاز تغییر داد تا با شرایط یکسان دیگر پارامترها و فازها، به تاثیر آن پارامتر دست یافت. پوشش الکترود گرافیتی به منظور کاهش اکسیداسیون سطح و ضریب مصرف الکترود یکی از این پارامترهاست که میتواند به کاهش هزینه و تولید بهینه از نظر اقتصادی منجر شود.
گروه دانش بنیان پاترون پیشگام پوششدهی الکترود گرافیتی در کشور است و از این رو تجربه گستردهای در سطح کشور و کارخانجات فولادسازی مختلف به دست آورده است. در ادامه این مقاله به برخی راهکارها و بایدها و نبایدهای حاصل از این تجربه، جهت محاسبه و تحلیل بهتر ضریب مصرف الکترود گرافیتی و بررسی پارامترهای مختلف مؤثر بر مصرف الکترود گرافیتی و همچنین پوشش دهی الکترود گرافیتی میپردازیم.
اولین نکتهای که بعضا مشاهده میشود آن است که جهت تحلیل ضریب مصرف الکترود گرافیتی از یک ضریب مصرف ثابت استفاده میگردد. این در حالی است که ضریب مصرف الکترود گرافیتی در هیچ کورهای، حتی در دو ذوب پیاپی ثابت نیست. عوامل موثر بر ضریب مصرف الکترود گرافیتی متعدد و تاثیر توامان آنها روی ضریب مصرف بسیار پیچیده است و بر همین اساس نمیتوان از یک ضریب مصرف ثابت (مثلا مبنای ۲ کیلوگرم الکترود بر هر تن فولاد) جهت تحلیل استفاده نمود. جهت درک بهتر این موضوع نمودار زیر قابل توجه است. این نمودار مربوط به دوره زمانی ۳ ماهه یکی از کارخانجات فولادسازی کشور است که البته برای هر کارخانه و کوره دیگر نیز شرایط به همین منوال است.
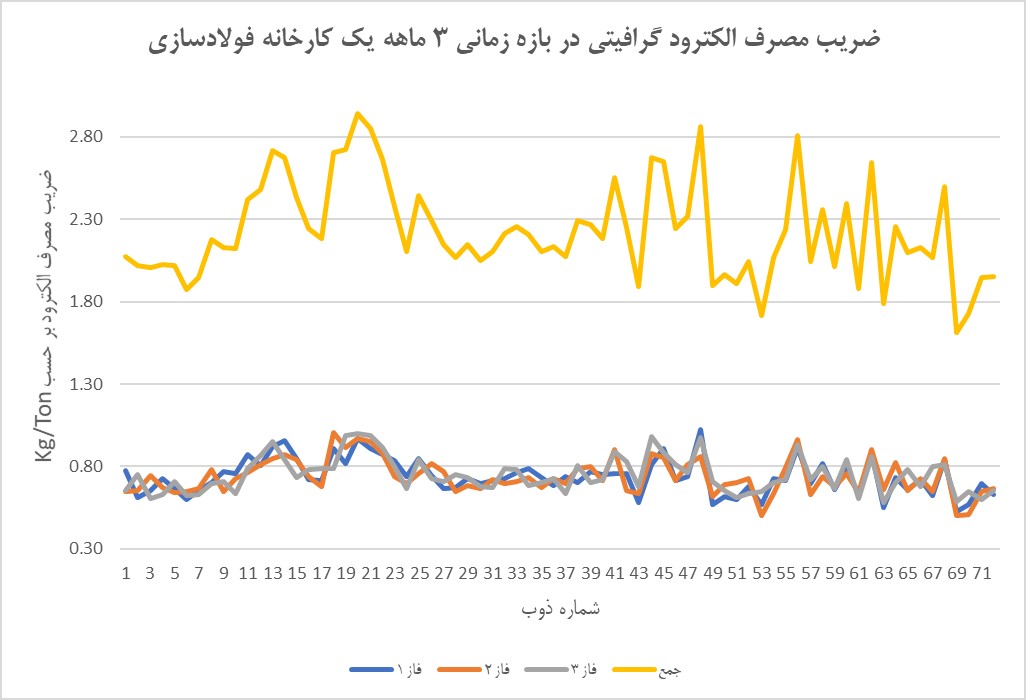
همانطور که از نمودار مشخص است در هیچ دو ذوبی ضرایب مصرف یک فاز یا فازهای مختلف یکسان نیست. لذا در نظر گرفتن یک ضریب مصرف ثابت جهت تحلیل ضریب مصرف الکترود گرافیتی صحیح نمیباشد.
دومین نکته در تحلیل ضریب مصرف الکترود گرافیتی، روش محاسبه آن است. با وجود اهمیت الکترود گرافیتی در بهای تمام شده فولاد، در عموم کارخانجات از روش محاسبه تعداد تعویض الکترود و وزن میانگین هر الکترود استفاده میشود. این در حالی است که حتی در صورت ثبت وزن الکترود که روی برچسب آن درج شده، الزاما وزن الکترود درج شده روی برچسب الکترود با وزن باسکول در کارخانه فولادسازی تطابق ندارد و همچنین در صورت ثبت وزن میانگین الکترود، با توجه به تفاوت معمول طولی الکترودها، وزن همه الکترودها یکسان نیست. از طرف دیگر تعداد تعویضها ملاک صحیحی برای محاسبه وزن الکترود مصرفی نیست چراکه در بسیاری از مواقع زمان تعویض الکترود، حسب شرایط فولادسازی یا اپراتوری مشخص میگردد در حالی که آن الکترود میتوانسته در ذوبهای بیشتری مورد استفاده قرار گیرد. البته باید گفت این روش محاسبه ضریب مصرف ساده ترین آنهاست و هرچند در بازه های زمانی طولانی (مثلا ۳ ماهه) با ضریب مصرف واقعی نزدیکی پیدا میکند ولی قادر به محاسبه دقیق ضریب مصرف در بازه های زمانی کوتاه نیست. مخصوصا آنکه پروژههای بهبود معمولا در بازههای زمانی کوتاه مدت انجام میگیرند که نیاز به اطلاع از ضریب مصرف دقیق الکترود گرافیتی است. مثال زیر نشان دهنده ضعف این روش جهت تحلیل است:
فرض کنیم ضریب مصرف الکترود یک کوره ۲ کیلوگرم بر تن و همه فازها ضریب مصرف مشابه داشته باشند:
|
|
فاز ۱ |
فاز ۲ |
فاز ۳ |
جمع |
|
ضریب مصرف فرضی |
۰٫۶۶۷ |
۰٫۶۶۷ |
۰٫۶۶۷ |
۲٫۰۰ |
|
مصرف الکترود (Kg) |
۳۳,۳۳۳٫۳۳ |
۳۳,۳۳۳٫۳۳ |
۳۳,۳۳۳٫۳۳ |
۱۰۰,۰۰۰ |
|
تناژ ذوب به ازای هر فاز |
۵۰,۰۰۰٫۰۰ |
۵۰,۰۰۰٫۰۰ |
۵۰,۰۰۰٫۰۰ |
۵۰,۰۰۰ |
|
تعداد ذوب |
۲۵۰ |
۲۵۰ |
۲۵۰ |
|
|
عمر هر ستون |
۱۰ |
۱۰ |
۱۰ |
|
|
تعداد تعویض |
۲۵ |
۲۵ |
۲۵ |
۷۵ |
|
نسبت سهم تعویض ها |
۳۳٫۳۳% |
۳۳٫۳۳% |
۳۳٫۳۳% |
۱۰۰% |
همانطور که مشخص است سهم هر الکترود ۳۳/۳۳ درصد است.
حال اگر یک فاز ۱۰% کاهش مصرف داشته باشد (با پوشش یا هر روش بهینهسازی دیگر) و اپراتور همان ۱۰ ذوبی که قبلا با هر ستون میگرفته را بگیرد، جدول زیر به دست می آید.
|
|
فاز ۱ |
فاز ۲ |
فاز ۳ |
جمع |
|
ضریب مصرف فرضی |
۰٫۶۰۰ |
۰٫۶۶۷ |
۰٫۶۶۷ |
۱٫۹۳ |
|
مصرف الکترود (Kg) |
۳۰,۰۰۰ |
۳۳,۳۳۳٫۳۳ |
۳۳,۳۳۳٫۳۳ |
۹۶,۶۶۶٫۶۷ |
|
متوسط تناژ ذوب به ازای هر فاز |
۵۰,۰۰۰ |
۵۰,۰۰۰ |
۵۰,۰۰۰ |
۵۰,۰۰۰ |
|
تعداد ذوب |
۲۵۰ |
۲۵۰ |
۲۵۰ |
|
|
عمر هر ستون |
۱۰ |
۱۰ |
۱۰ |
|
|
تعداد تعویض |
۲۵ |
۲۵ |
۲۵ |
۷۵ |
|
نسبت سهم تعویض ها |
۳۳٫۳۳% |
۳۳٫۳۳% |
۳۳٫۳۳% |
۱۰۰% |
همانطور که مشخص است اگر همان ۱۰ ذوب با الکترود گرفته شود، باز هم سهم این فاز ۳۳/۳۳ درصد است. یعنی با این روش، بهینهسازی مورد نظر نشان داده نمیشود.
اما اگر حسب پیش فرض معمول که تصور می شود اگر الکترود ۱۰% کاهش مصرف داشته باشد، پس باید ۱۰% ذوب بیشتری هم بدهد (که البته این تصور دقیق نیست)، جدول زیر به دست می آید:
|
|
فاز ۱ |
فاز ۲ |
فاز ۳ |
جمع |
|
ضریب مصرف فرضی |
۰٫۶۰۰ |
۰٫۶۶۷ |
۰٫۶۶۷ |
۱٫۹۳ |
|
مصرف الکترود (Kg) |
۳۰,۰۰۰ |
۳۳,۳۳۳٫۳۳ |
۳۳,۳۳۳٫۳۳ |
۹۶,۶۶۶٫۶۷ |
|
متوسط تناژ ذوب به ازای هر فاز |
۵۰,۰۰۰ |
۵۰,۰۰۰ |
۵۰,۰۰۰ |
۵۰,۰۰۰ |
|
تعداد ذوب |
۲۵۰ |
۲۵۰ |
۲۵۰ |
|
|
عمر هر ستون |
۱۱ |
۱۰ |
۱۰ |
|
|
تعداد تعویض |
۲۲٫۷۳ |
۲۵ |
۲۵ |
۷۳ |
|
نسبت سهم تعویض ها |
۳۱٫۲۵% |
۳۴٫۳۸% |
۳۴٫۳۸% |
۱۰۰% |
|
اختلاف فاز ۱ |
۲٫۰۸% |
|||
|
با ضریب ۳ با فرض اثر آن روی ۳ فاز |
۶٫۲% |
|||
|
اختلاف با کاهش مصرف واقعی ۱۰% |
۳٫۸% |
همانطور که از جدول فوق مشخص است کاهش مصرف ۱۰% بوده ولی با این روش ۲/۶ درصد نشان داده می شود!
لذا باید گفت روش محاسبه ضریب مصرف بر اساس تعداد ذوب و تعداد تعویض روش دقیقی نیست و در پروژههای بهینهسازی گمراه کننده نیز هست.
بر این اساس باید گفت روش صحیح محاسبه ضریب مصرف الکترود گرافیتی توزین الکترود است به این ترتیب که باید وزن ستون برگشتی از کوره، به کمک لودسل آویز از جرثقیل الکترود اندازهگیری گردد و پس از مونتاژ الکترود جدید هم وزن ستون اندازهگیری گردد. با کسر وزن ستون برگشتی از کوره از وزن ستون رفت، به وزن الکترود مصرفی میرسیم که با تقسیم آن بر وزن مذاب یا وزن شمش / اسلب تولید یا مصرف انرژی، ضریب مصرف به دست میآید.
نکته سوم ارتباط ضریب مصرف الکترود با تعداد ذوبی که در هر سیکل مصرف یک الکترود گرفته میشود است. اگر تعداد ذوب نشان دهنده ضریب مصرف باشد، پس باید ضریب مصرف همه الکترودهایی که تعداد مشخصی ذوب دادهاند و با روش توزین ضریب مصرف دقیق آنها به دست آمده، یکسان باشد در حالی که چنین نیست. مثال زیر ضریب مصرف فاز ۱ یکی از کارخانجات فولادی کشور را در ۲۰ سیکل نشان میدهد.
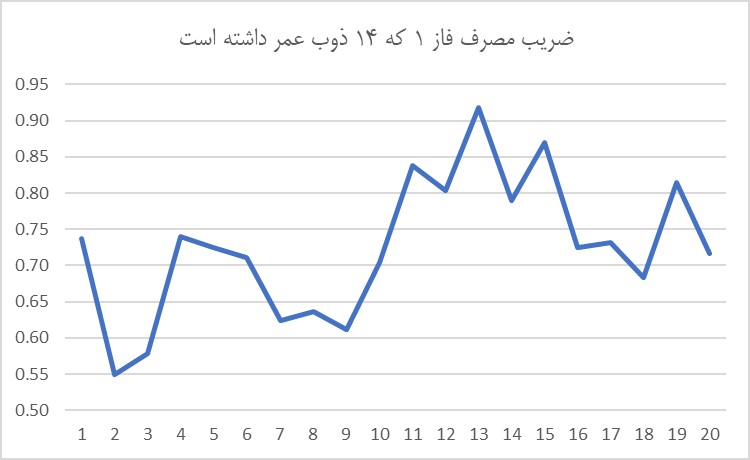
همانطور که مشخص است تعداد ذوب نمی تواند معیار مناسبی برای ضریب مصرف الکترود باشد و ممکن است تا ۵۰% ضریب مصرف متغیری را در تعداد ذوبهای برابر شاهد باشیم.
نکته چهارم اینکه چنانچه شرایط کارکرد هر ۳ فاز یک کوره استاندارد و طبیعی باشد و مثلا یکی از فازها دچار مشکل عدم خنکسازی یا ریزش ناصحیح مواد یا عدم تنظیم KT ها نباشد، ضریب مصرف هر ۳ فاز با یکدیگر به طور نسبی با هم افزایش یا کاهش مییابند. این موضوع جهت تحلیل ضریب مصرف الکترود و پروژههای بهینهسازی، مثل پوششدهی الکترود با الکوپات حائز اهمیت است چراکه با این روش میتوان نتیجه اقدامات اصلاحی روی یک فاز را با دو فاز دیگر مقایسه کرد، در حالیکه میدانیم شرایط کوره برای هر سه فاز یکسان است و هر سه فاز، با شرط فوق، پارامترهای یکسانی دارند و در یک پروژه بهبود، روی یک فاز تغییری انجام میشود (مثلا پوششدهی) و میتوان فاز تغییر داده شده را با دو فاز دیگر مقایسه نمود.
جهت درک بهتر این موضوع، نمودار زیر ضریب مصرف سه فاز یک کوره یکی از کارخانجات فولادسازی کشور را در یک بازه زمانی ۳ ماهه نشان میدهد. تقطیع نمودارهای ضریب مصرف در برخی ذوبها، به دلیل همپوشانی شماره ذوب استارت فازهاست که تلاش شده هر سه فاز در ذوبهای همسان روی نمودار نشان داده شوند.
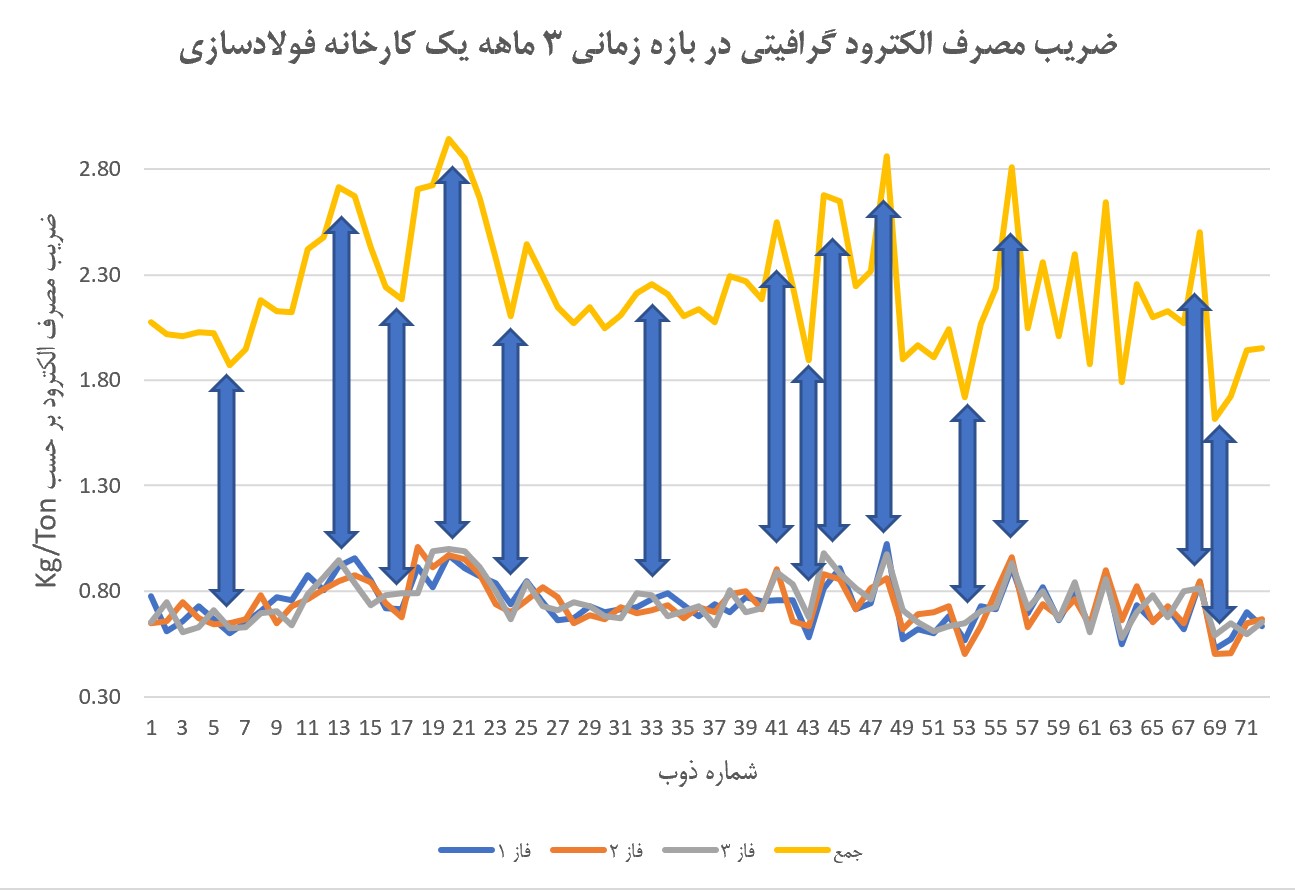
همانطور که از نمودار مشخص است و مثالهایی با فلش نشان داده شده، هرگاه ضریب مصرف یک فاز افزایش یافته، به تناسب ضرایب مصرف ۲ فاز دیگر نیز افزایش یافته و روندی مشابه برای همه فازها دیده میشود.
با همین پیش فرض می توان نتیجه گرفت چنانچه ضریب مصرف فازهای مختلف در هر دوره نسبت های مشخصی با هم داشته باشند، با تغییر ضریب مصرف یک فاز در یک دوره، فازهای دیگر نیز تقریبا با همان نسبت تغییر میکنند.
این اصل، مبنایی برای روش تحلیل ضریب مصرف الکترود به وجود میآورد که در پروژههای کاهش مصرف الکترود گرافیتی با پوششدهی الکترود نیز مورد استفاده فولادسازان کشور قرار گرفته است. به همین ترتیب میتوان برای پروژههای بهبود دیگر نیز از همین روش استفاده کرد.
بر این اساس میتوان اصلاحات را روی یک فاز یا دو فاز انجام داد و به ترتیب با دو فاز یا یک فاز دیگر، در دورههای مختلف مقایسه نمود. لازم است دورههای تست و تحلیل برای حداقل ۱۰ روز و ترجیحا ۱۵ روز در نظر گرفته شود تا دامنه آماری کافی جهت مقایسه وجود داشته باشد. طبیعتا هرچه دورهها طولانیتر باشد، دامنه آماری بزرگتر و نتایج دقیقتری میتوان به دست آورد اما یک دوره ۱۵ روزه، دورهای مناسب از نظر دامنه آماری و زمان پروژههای بهبود در نظر گرفته میشود.
نکته حائز اهمیت، که قبلا هم به آن اشاره شد، این است که در حین پروژههای بهبود لازم است همه پارامترهای مؤثر بر مصرف الکترود گرافیتی ثابت نگه داشته شود و صرفا پارامتری که تست بر روی آن انجام میشود تغییر کند تا بتوان تحلیل صحیحی از ضریب مصرف الکترود گرافیتی داشت. در پروژههای پوشش دهی الکترود، با توجه به آنکه پارامترهای کوره تغییر نمیکند، با ثابت ماندن شرایط و پارامترها، تغییر ضریب مصرف بر اثر پوششدهی قابل محاسبه خواهد بود. به این منظور لازم است در حین دوره تست تنظیمات برقی، مکانیکی یا هیدرولیکی کوره قوس الکتریکی ثابت بماند. همچنین سیستم خنک کاری با آب همه فازها سالم و استاندارد باشد و برند الکترودها در طول دوره تست تغییر نکند. همچنین کیفیت آهن اسفنجی، کیفیت مواد افزودنی یا کمک ذوب، محل ریزش مواد، وضعیت نسوز، سرباره، گرید فولاد تولیدی یا عملکرد KT ها نیز باید ثابت بماند. به منظور محاسبه دقیق ضریب مصرف همچنین لازم است افتادگی سر الکترود (Tip Loss)یا شکست الکترود در حین سبد زدن یا دلایل دیگر نیز در محاسبات لحاظ شود به طوری که وزن قسمت جدا شده الکترود قابل توزین یا اندازهگیری باشد. همچنین لازم است برای دورههای تست، هر سه فاز با یکدیگر و همزمان تعویض گردند تا دوره تست با شرایط یکسان آغاز گردد.
برای تحلیل تغییرات پارامترها و ضریب مصرف الکترود گرافیتی، لازم است دو دوره با هم مقایسه گردند چراکه ضریب مصرف الکترود، همانطور که قبلا گفته شد، در هر ذوب، حتی با شرایط یکسان، متفاوت است. لذا لازم است در یک دوره با شرایط نسبتا با ثبات ضرایب مصرف همه فازها ثبت گردد و در دوره بعدی تغییرات روی یکی از فازها انجام گیرد تا با مقایسه دو دوره با هم، امکان تحلیل نتایج فراهم گردد.
برای این کار لازم است ابتدا برای هر فاز به طور مجزا برای دوره اول و دوم، جمع وزن الکترود مصرفی و جمع وزن مذاب یا شمش را محاسبه نموده و با تقسیم وزن الکترود مصرفی بر وزن مذاب یا شمش، ضریب مصرف میانگین آن فاز در آن دوره را به دست آوریم. تاکید میگردد که محاسبه میانگین ضریب مصرف بر اساس میانگین ضرایب مصرف هر سیکل ذوب صحیح نمیباشد یعنی اگر ضریب مصرف دو ستون، یکی ۴/۰ و یکی ۵/۰ کیلوگرم بر تن باشد، میانگین ضریب مصرف الزاما ۴۵/۰ کیلوگرم بر تن نیست بلکه بایستی وزن الکترود مصرفی در هر دو ستون جمع شود و بر جمع تناژ تقسیم گردد تا ضریب مصرف صحیح به دست آید که مثلا ممکن است ۴۳/۰ یا ۴۸/۰ کیلوگرم بر تن باشد.
سپس نتایج را در جدولی مثل جدول زیر خلاصه میکنیم. مثالی از جدول نتایج با فرض اینکه هدف از تست و تحلیل، بررسی پوشش الکترود گرافیتی باشد آمده است که در این مثال فرض گرفته ایم در دوره اول فاز ۱ و در دوره دوم فاز ۳ پوشش دهی شده است:
|
دوره |
ضریب مصرف الکترود گرافیتی (کیلوگرم بر تن) |
||||
|
فاز ۱ |
فاز ۲ |
فاز ۳ |
مجموع |
||
|
دوره اول: پوشش دهی فاز ۱ |
۰٫۶۵ |
۰٫۷۲ |
۰٫۷۶ |
۲٫۱۳ |
|
|
دوره دوم: پوشش دهی فاز ۳ |
۰٫۷۷ |
۰٫۷۵ |
۰٫۷۱ |
۲٫۲۳ |
|
بر این اساس محاسبه میزان کاهش مصرف الکترود گرافیتی به صورت زیر خواهد بود:
|
محاسبه تحلیلی |
فاز ۱ |
فاز ۲ |
فاز ۳ |
|
تغییرات هر فاز در دو دوره (دوره دوم بخش بر دوره اول منهای ۱) |
۱۸٫۵% |
۴٫۲% |
-۶٫۶% |
|
تغییر ضریب فاز ۱ با کسر تغییر ضریب فاز ۲ |
۱۴٫۳% |
با عدم پوشش افزایشی |
|
|
تغییر ضریب فاز ۳ با کسر تغییر ضریب فاز ۲ |
با پوشش کاهشی |
-۱۰٫۷% |
|
|
میانگین تغییرات = میزان کاهش الکترود گرافیتی |
۱۲٫۵% |
||
قبل از هر چیز باید بررسی شود که مقدار افزایش یا کاهش ضریب مصرف در کوره روی فازی که هیچ تستی روی آن انجام نشده و ضریب مصرف آن به هر دلیل افزایش یا کاهش داشته چقدر است. در این مثال فاز ۲ فاز مشترک دو دوره است که هیچ تستی روی آن انجام نشده است. همانطور که در جدول مشخص است فاز ۲ حدود ۲/۴ درصد افزایش مصرف داشته است. لذا قاعدتا دو فاز دیگر نیز بایستی حدود ۲/۴ درصد افزایش ضریب مصرف میداشتهاند. اما فاز ۱ که در دوره اول پوشش دار بوده و در دوره دوم بدون پوشش بوده است، به جای ۲/۴ درصد افزایش، حدود ۵/۱۸ درصد افزایش ضریب مصرف داشته است. بنابراین میتوان نتیجه گرفت ۲/۴ درصد از این ۵/۱۸ درصد افزایش مربوط به شرایط بوده و ۳/۱۴ درصد دیگر مربوط به عدم پوشش دهی بوده است. این به معنای کاهش ضریب مصرف ۳/۱۴ با پوشش الکوپات بوده است.
به همین ترتیب فاز ۳ نیز با پوشش حدود ۷/۱۰ درصد کاهش مصرف نشان میدهد که میانگین این دو عدد ۳/۱۴ و ۷/۱۰ درصد میشود ۵/۱۲ درصد.
نکته آنکه در این مثال با توجه به آنکه در دوره دوم فاز ۳ پوشش دهی شده و تغییرات فاز ۳ منفی بوده است، در محاسبه میانگین آن را در ضریب ۱- ضرب میکنیم تا میانگین کاهش مصرف به دست آید.
توجه گردد که این صرفا یک مثال است و تغییرات فاز مشترک (فاز ۲) می توانست کاهشی یا حتی ثابت باشد که باز هم همین روش برای محاسبه میانگین کاهش ضریب مصرف الکترود گرافیتی به کار میرود.
روش محاسبه میزان کاهش مصرف الکترود گرافیتی که در فوق به آن پرداخته شد، روشی مناسب است که در آن به کلیه تغییرات و پارامترها پرداخته میشود. با این روش میتوان به تحلیل پارامترهای مؤثر بر مصرف الکترود گرافیتی که بر روی یک فاز تاثیر میگذارند پرداخت و پارامترهایی که بر روی هر سه فاز تاثیر میگذارند را با ثابت نگه داشتن بقیه پارامترها تحلیل نمود و اثر تغییرات هر یک از آنها را روی ضریب مصرف الکترود گرافیتی به دست آورد.
جمع بندی:
استفاده از یک ضریب مصرف ثابت جهت مقایسه دورههای مختلف و همچنین استفاده از تعداد تعویضها جهت محاسبه ضریب مصرف صحیح نیست و روش علمی و قابل قبول توزین الکترودهاست. همچنین افزایش یا کاهش ضریب مصرف الزاما به معنای کاهش یا افزایش تعداد ذوبی که با هر الکترود گرفته میشود نیست و نهایتا در این مقاله روشی برای تحلیل تغییرات ضریب مصرف الکترود گرافیتی در پروژههای بهبود ارائه گردیده است.
امیدوارم این مقاله برای متخصصین صنعت فولاد مفید واقع گردد. چنانچه متخصصین صنعت فولاد کشور نقطه نظرات و دیدگاههای خود را با ما از طریق ایمیل info@patron.group در میان بگذارند، سپاسگزار خواهیم بود. به امید اعتلای صنعت فولاد کشور.