تاثیر همزن های الکترومغناطیسی بر کیفیت شمش در CCM
مقاله زیر در صفحه ۸۲ مجله پردازش، شماره ۱۰۴ و ۱۰۵، فروردین و اردیبهشت ۱۳۹۶ به چاپ رسیده است.
جهت دانلود اصل فایل مقاله، لطفا اینجا را کلیک فرمایید.
تاثیر همزن های الکترومغناطیسی بر کیفیت شمش در ماشین ریخته گری مداوم
امیر حسین یوسف بیگی
کارشناس مهندسی فروش گروه پاترون

مهندس امیرحسین یوسف بیگی
مقدمه:
در این مقاله ضمن ارائه توضیحاتی در رابطه با عیوب کریستالی شمش های فولادی، یکی از راهکارهای بر طرف کردن این عیوب با استفاده از سیستم همزن الکترومغناطیسی، عملکرد،مزایا و سپس بررسی آزمایشگاهی و نتیجه گیری از استفاده همزن الکترو مغناطیسی مطرح گردد.
امروزه یکی از فاکتورهای مهم محصولات نیمه نهایی (semi-finished) که از فرایند ریخته گری مداوم به دست می آیند، مثل شمش، شمشال و تختال، کیفیت ظاهری و داخلی محصولات تولید شده است. کیفیت محصولات نهایی (finished) علاوه بر آنالیز شیمیایی مستقیما به کیفیت ظاهری و درونی محصولات تولید شده مرتبط است. عدم همگنی آنالیز شیمیایی، جدایش مرکزی، ترک های مرکزی، حفرات مرکزی از عیوب تاثیر گذار بر کیفیت محصولات نهایی است. هر چه کاربرد های محصول نهایی خاص تر و حساس تر باشد، اهمیت این عیوب و تلاش برای رفع آنها اهمیت بیشتری پیدا می کند. عیوبی همچون عدم همگنی آنالیزی، انواع ترک ها، پلیسه شدن و پارگی در محصولات نهایی با استفاده از همزن الکترومغناطیسی رفع خواهد شد.
ضرورت انتشار این مقاله از این جهت است که متاسفانه بخشی از صنعت فولاد کشور که در حال تولید شمش فولادی است، به خاطر استفاده از تکنولوژی های منسوخ ریخته گری مداوم که عموما با تجهیزات هندی و چینی وارد کشور شده اند قادر به تولید شمش فولاد ساختمانی بر اساس استانداردها و کیفیت قابل قبول در سطح جهانی نیست و اساسا زیرساخت تکنولوژی آنها امکان استفاده از تجهیزات و تکنولوژی های به روز دنیا را نمی دهد. آگاهی از این تکنولوژی ها و دستاوردها میتواند منجر به رشد و بهبود صنعت فولاد کشور گردد.

همزن مغناطیسی
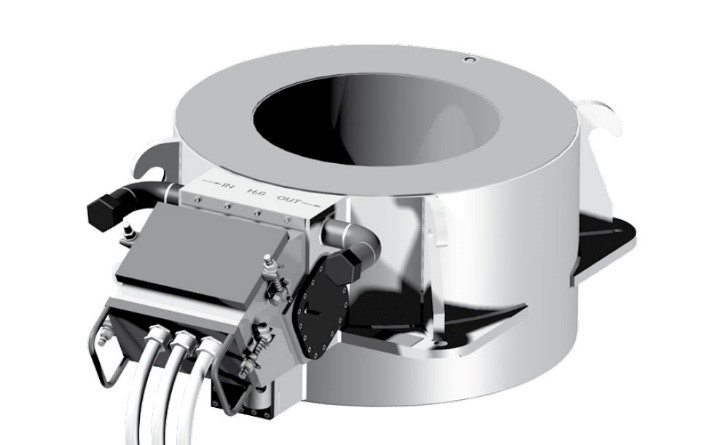
همزن الکترومغناطیسی (EMS[1])
همزن الکترومغناطیسی در ریخته گری مداوم برای بالا بردن کیفیت و بهبود تولیدات مورد استفاده قرار می گیرد.
همزن الکترومغناطیسی معادل استاتور موتور سنکرون می باشد. مبدل های فرکانس (کانورترهای فرکانس) به طور کلی به صورت سه فاز و بعضا دو فاز عرضه می گردند. این مبدل ها یک میدان مغناطیسی دوار تولید میکند که به صورت متناوب در داخل فولاد جریان های گردابی ایجاد می کند. تعامل این میدان های مغناطیسی، تولید نیرو (نیروی لورنتز) میکند که نتیجه نهایی آن بوجود آمدن گشتاور و به هم خوردن ذوب می گردد. این نیرو به پارامترهای زیر وابسته است:
۱- شدت جریان تغذیه
۲- تعداد حلقه های تشکیل دهنده ی کویل
۳- فرکانس
۴- هندسه سیستم
این پارامترها بسته به نوع همزن الکترومغناطیسی تغییر می کند. در واقع این پارامترها در اندازه و موقیعت همزن تاثیر می گذارد. بسیار مهم است که اطلاعات ماشین ریخته گری پیوسته، گرید فولاد و پارامترهای ریخته گری مورد به مورد دسته بندی و طبقه بندی شوند.
دسته بندی همزن ها بر اساس موقعیت قرار گیری و تاثیر آن ها بر روی ریخته گری به این صورت است:
همزن الکترومغناطیسی قالب (M-EMS=Mould Electromagnetic Stirrer)
همزن الکترومغناطیسی میانی (S-EMS=Strand Electromagnetic Stirrer)
همزن الکترومغناطیسی نهایی (F-EMS=Final Electromagnetic Stirrer)
جدول ۱- اثرات متالورژیکی همزن های الکترومغناطیسی:
|
گرید فولاد |
اثر متالورژیکی |
نوع همزن |
|
فولاد کم آلیاژ فولاد فنر فولاد نورد سرد فولاد کربن متوسط و کربن بالا
|
افزایش ناحیه مرتبط با دانه های ممتد کاهش حفرات و تخلخل های سوزنی شکل و ناخالصی های سطحی و زیر سطحی یکسان سازی پوسته های شمش کاهش تخلخل های مرکزی به میزان اندک کاهش جدایش مرکزی به میزان اندک |
همزن الکترومغناطیسی قالب (M-EMS) |
|
فولاد ضد زنگ فولاد ابزار
|
افزایش منطقه دانه های ممتد بهبود جدایش مرکزی کاهش ترک های درونی کاهش تخلخل های مرکزی و انقباض |
همزن الکترومغناطیسی میانی (S-EMS) |
|
فولاد ابزار فولاد بلبرینگ فولاد ویژه پر کربن
|
ایجاد ناحیه مرتبط با دانه های ممتد کاهش تخلخل های مرکزی و انقباض |
همزن الکترومغناطیسی نهایی (F-EMS) |

شکل ۱- مقایسه ی ساختار های ماکروسکوپی در زمان استفاده و عدم استفاده از همزن مغناطیسی
همزن الکترومغناطیسی قالب:
این همزن ها به ۴ دسته تقسیم بندی می شوند:
- همزن الکترومغناطیسی داخل قالب که از آب قالب بهره می برد: این همزن ها درون قالب نصب می شوند و از سیستم خنک کاری قالب استفاده می کنند و به راحتی عمل میکند. (مناسب برای فرکانس ۸-۲ هرتز)
- همزن الکترومغناطیسی داخل قالب که از آب تمیز بهره می برد: این همزن در جلد قالب نصب می شود و سیستم خنک کاری مجزایی دارد. این سیستم دارای ساختار بهم پیوسته و دارای عمر طولانی می باشد. (مناسب برای فرکانس ۸-۲ هرتز)
- همزن الکترومغناطیسی خارج قالب: این سیستم در خارج قالب نصب می شود. تیوب مسی به راحتی تعویض می گردد. همزن در طیف گسترده ای از ابعاد میتواند مورد استفاده قرار بگیرد. (مناسب برای فرکانس ۵-۲ هرتز)
- همزن الکترومغناطیسی خارج قالب با لوله های مسی خنک کن آب: این سیستم در خارج قالب نصب می شود. اما نشت مغناطیسی آن به قدری بالاست که به سلامت و محیط زیست آسیب می رساند. این سیستم نیاز به آب مقطر یا خالص دارد و بنابراین هزینه نسبتا بالایی دارد. (مناسب برای فرکانس ۴-۱ هرتز)
همزن الکترومغناطیسی نهایی:
این همزن با میدان چرخشی در هسته مرکزی طولانی مورد استفاده قرار می گیرد. القای مغناطیسی مرکزی قدرت بالا و دامنه وسیعی از کاربردها را در بر دارد. تاثیر همزن باید به صورت متناوب و پایدار باشد.
اثرات استفاده از یک یا ترکیب انواع همزن الکترومغناطیس در جدول زیر خلاصه شده است:
جدول۲- اثرات استفاده از یک یا ترکیب انواع همزن الکترومغناطیس
|
مدل همزن الکترومغناطیس و ترکیب مدل ها |
حفرات سطحی و زیر سطحی |
ترک های سطحی و زیر سطحی
|
کاهش پارگی خط |
ترک سطحی |
استحکام ساختار و ترک های داخلی |
جداسازی مرکزی |
جداسازی V |
|
M-EMS |
+++ |
+++ |
++ |
++ |
++ |
++ |
+ |
|
M+F-EMS |
+++ |
+++ |
++ |
++ |
++ |
+++ |
+++ |
|
M+S+F-EMAS |
+++ |
+++ |
++ |
++ |
+++ |
+++ |
+++ |
|
M+S-EMS |
+++ |
+++ |
++ |
++ |
++ |
++ |
++ |
|
S-EMS |
/ |
/ |
+* |
/ |
+ |
++ |
+*** |
|
S+F-EMS |
/ |
/ |
+* |
/ |
** |
+++ |
++ |
* همزن الکترومغناطیسی S-EMS در بالاترین موقعیت قرار دارد.
** ساختارهای بهتر در مرکز محصولات قرار دارد، بعد از موقعیت همزن S-EMS، ساختار بدتر در بخش خارجی که تلاطم بیش از حد باعث اثر معکوس گردد.
*** همزن الکترومغناطیسی S در پایینترین جایگاه قرار دارد.
بر اساس تکنیک FEM، طراحی های گوناگونی برای بهینه سازی محصول با توجه به درخواست مشتری صورت میگیرد.
طراحی برای رسیدن به اهداف نهایی ذیل می باشد:
۱- اطمینان از بهره وری مطلوب اثرات مغناطیس – هیدرودینامیکی
۲- اطمینان از بهینه بودن خنک سازی همزن
۳-اطمینان از اندازه مناسب تمام اجزا برای جلوگیری از تحمیل بار اضافی موقت به سیستم.
سیستم خنک کاری همزن به گونه ای طراحی می شود تا با فشار آب کم نیز کار کند. چرخش آب به گونه ای طراحی می شود که تعادل خوبی را برای یک توزیع حرارت بهینه تضمین کند و از جمع شدن حرارت بیش از حد در نواحی مختلف دستگاه جلوگیری کند. این خنک کننده به نحوی طراحی می شود تا کمترین تفاوت دما را در درون همزن داشته باشد و از انبساط، ترک و شکاف جلوگیری کند. سیستم خنک کاری از پایین تا بالا همزن وجود دارد تا از اصطکاک و رسوب ذرات ریز در کویل ها جلوگیری کند تا طول عمر همزن را طولانی کند.
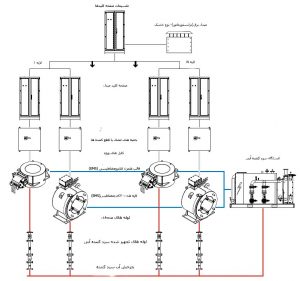
شکل۲- نمونه ای از سیستم توزیع همزن الکترومغناطیس
تاثیرات همزن الکترومغناطیس بر کریستالهای شمش ماشین ریخته گری
همزن های الکترومغناطیس درماشین ریخته گری مداوم، با بکارگیری نیروی مغناطیسی – هیدرولیکی باعث بوجود آمدن فازهای جامد و کریستاله شدن ذوب می گردد. از نقطه نظر فیزیک و شیمی این فرآیند به وسیله تعدادی از پارامترهای مناسب مانند مشخصات فیزیکی و گرمای جنبشی فولاد و همچنین مقادیر الکتریکی و مغناطیسی مشخص می شود. همزن الکترومغناطیسی مانع رشد بلورهای ستونی کریستال های شمش می شود و تمایل به ترک خوردگی را در طی ریخته گری و در دماهای پایین کاهش می دهد. فرض کنید ماشین ریخته گری ای داشته باشیم تا با کمک آن همزنهای الکترومغناطیسی را بررسی کنیم. یک همزن را بر روی قالب و همزن دیگر را زیر قالب قرار می دهیم تا تاثیر استفاده از همزن را در شکل گیری ساختار فولاد بررسی کنیم. تعداد مشخصی از شمش ها را بدون استفاده از همزن و تعدادی را با خاموش و روشن کردن یکی در میان سوییچ ها آزمایش می کنیم. نمونه ها از قسمت هایی برداشته شدند تا ساختار دندریت وضوح بهتری داشته باشند. زمانی می توانیم بالاترین بهره وری را داشته باشیم که از هر دو همزن به طور همزمان استفاده کنیم. بدین ترتیب که مشاهده خواهیم کرد رشد ستونی کریستال ها زمانی که از همزن ها استفاده نشد، بین ۳/۱ تا ۴/۱ از عرض شمش خواهد بود. تحقیقات تجربی نیز با نتایج بدست آمده از مدل های میدانی دما، ناهمگنی شیمیایی و نظریه های فیزیکی شباهت دارد.
در حال حاضر در سیستم های همزن مذاب در ریخته گری از مولدهای دوار الکترومغناطیسی استفاده می شود. این مولدهای دوار یک میدان القایی دوار الکترومغناطیسی ایجاد میکنند که با یک القا (B)، که باعث بوجود آمدن جریان ادی (جریان گردابی) (J) با سرعت (V) در یک فاصله عمودی به B القا می کند. القای B و جریان J یک نیروی الکترومغناطیسی ایجاد می کنند که این نیرو بر روی حجم فولاد کار می کند و یک تحرک در روند ذوب بوجود می آورد. حاصلضرب بردار(V*B) یک اتصال بین میدان الکترومغناطیسی و جریان مذاب را نشان می دهد. سرعت مذاب به وسیله همزن الکترومغناطیسی (EMS) ایجاد می شود، در جاهایی از m/s 0.1 تا m/s1 هستند. پارامترهای همزن در یک طیف از مقدار و اندازه ها هستند و وابسته به ساختار و عملکرد فنی همزن ها می باشد. توان خروجی اغلب بین KW100 و KW 800، جریان برق بین A300 و A1000، ولتاژ تا V 400 و فرکانس ریخته گری شمش از HZ 5 تا HZ 50 می باشد.
پیچیدگی مراحل بیشتر زمانی اتفاق می افتد که درجه حرارت به دمایی بالاتراز دمای ریخته گری افزایش پیدا کند تا به دمای بسیار پایین و دمای انجماد برسد. همچنین یک رنج وسیع از پارامترهای ساختاری و عملکردی وابسته به ماشین ریخته گری و همزن الکترومغناطیسی وجود دارد که این پارامترها به طور همزمان و دو طرفه می باشند.
مثالی از بررسی عملی جهت درک اثرات همزن مغناطیسی روی کیفیت شمش فولاد
فعالیت های بیشماری در سال های اخیر پیرامون مدلسازی همزن الکترومغناطیسی (EMS) در ماشین ریخته گری انجام شده است. در این مقاله به بررسی استفاده از دو همزن الکترومغناطیس در روی ماشین ریخته گری شمش و اثرات آن بر روی کیفیت شمش های فولای می پردازیم (شکل۳).
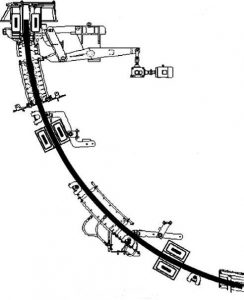
شکل ۳ – موقعیت همزن های الکترومغناطیس (M-EMS) و (S-EMS)
اولین همزن، همزن الکترومغناطیس قالب (M-EMS) نامیده میشود که به طور مستقیم بر روی ماشین ریخته گری نصب می شود و دومین همزن، همزن الکترومغناطیس میانی (S-EMS) نامیده میشود که به در ابتدای جریان مذاب در زون خنک کننده دوم نصب می گردد. ساختار بیرونی شمش بوسیله یک لایه فشرده و یکنواخت کریستالی ایجاد شده است، هر چند که در مرکز شمش، مقدار قابل توجهی از مذاب وجود دارد که به وسیله همزن الکترومغناطیسی میانی مخلوط می شود.
شرایط آزمایشگاهی
اولین همزن الکترومغناطیسی (M-EMS) مذاب درون قالب را متلاطم می کند تا اینکه شمش جامد و کریستاله بشود. دومین همزن الکترومغناطیس (S-EMS) زمانی کار می کند که مذاب به وسیله یک لایه از کریستال ها محیط و درون شمش را احاطه کرده باشد و در این زمان مذاب کمتری در منطقه بالای همزن اول وجود دارد.
در زمان خاموش بودن هر دو همزن، کریستالی و جامد شدن به طور نرمال ادامه پیدا می کند و منجمد شدن مذاب یک حرکت متلاطم را در بر نخواهد داشت.
برای بررسی اثرات همزن مغناطیسی، نمونه ها از قسمت هایی از قالب شمش در زمان کارهمزن الکترومغناطیس قالب (M-EMS) و همزن میانی (S-EMS) بطور همزمان و همچنین در زمانی که از همزن های الکترومغناطیس استفاده نمی شود و یا یکی از همزن ها در حال کار می باشد؛ گرفته شده است. نمونه ها از مقطع عرضی شمش گرفته شده است.
برای تایید تاثیرهمزن الکترومغناطیس قالب (M-EMS) و میانی (S-EMS) بر روی ساختار کلی یا ماکروسکوپیک شمش، آزمایشی روی دو ذوب با ترکیبات شیمیایی مشابه انجام شد (جدول۳).
جدول۳ – ترکیبات شیمیایی ذوب های آزمایشی (درصد وزنی)
|
Ti |
Al |
Ni |
Cr |
Cu |
S |
P |
Si |
Mn |
C |
نمونه ذوب |
|
۰٫۰۰۲ |
۰٫۰۲ |
۰٫۰۲ |
۰٫۰۵ |
۰٫۰۳ |
۰٫۰۰۹ |
۰٫۰۱۴ |
۰٫۲۲ |
۰٫۳۱ |
۰٫۱۴ |
A |
|
۰٫۰۰۲ |
۰٫۰۲ |
۰٫۰۴ |
۰٫۰۶ |
۰٫۰۹ |
۰٫۰۱۲ |
۰٫۰۱۸ |
۰٫۲۲ |
۰٫۳۲ |
۰٫۱۳ |
B |
جدول۴ –نمونه ذوب و حالت نمونه برداری شمش
|
میزان دمای بالاتراز سوپرهیت |
شماره نمونه |
نمونه ذوب |
|
۳۷ |
۱A |
|
|
۳۱ |
۲A |
|
|
۳۳ |
۳A |
A |
|
۳۰ |
۴A |
|
|
۳۵ |
۱B |
|
|
۳۰ |
۲B |
B |
|
۲۷ |
۳B |
|
|
۲۴ |
۴B |
|
|
۲۴ |
۵B |
در جدول (۴) اطلاعات تاثیر همزن الکترومغناطیس قالب (M-EMS) و میانی (S-EMS) در طول کار کردن ماشین ریخته گری در ۹ حالت نمونه برداری شده ثبت گردیده است. این اطلاعات با یک سابقه از ارتباط همزن الکترومغناطیس قالب (M-EMS) با اطلاعات مربوطه به طول های شمش و نکاتی از نمونه های واقعی که گردآوری شده ، تکمیل گردیده است (برش عرضی برای نمایان شدن ساختاردندریت ایجاد شده است).
سرعت ماشین ریخته گری به میزان m/min 2،۷ در شرایط آزمایشگاهی در نظر گرفته شده است.
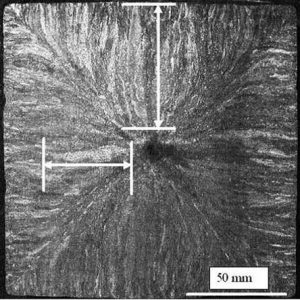
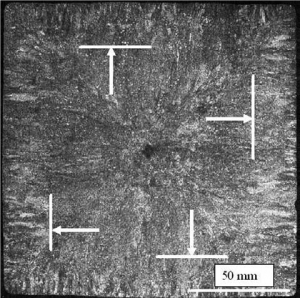
شکل ۴ – رشد دندریت در ساختار شمش بدون بکارگیری از EMS در حالت ۲A
طول شمش های مورد آزمایش در حالات مختلف و بر اساس ضریب طول متالورژی (ذوب فلزات) ثابت در نظر گرفته شده است. متوسط دمای بالاتر ازدمای ذوب شمش ها (جدول۳) ۳٫۱±۳۲٫۸ درجه سانتیگراد در ذوب A و ۴٫۶±۲۸٫۰ در ذوب B ، درون یک بازه استاندارد از دماها درنظر گرفته شده است.
ارزیابی
ارزیابی تمام ۹ نمونه ریخته گری (جدول۴) به این نکته اشاره دارد که آرایش یا چیدمان دندریت ها در سطح مقطع های مختلف، همان گرایش و زمینه ای را دارد که در اولین فاز کریستال شدن دنبال می کنند و آن ساختار توسط دندریت های ستونی نسبت به دیواره ها یا بدنه ی شمش ایجاد می شوند(شکل۴). درون شمش هایی که از سیستم همزن استفاده نشده است، دندریت ها به طور تدریجی در قطر با یکدیگر تماس پیدا می کنند. رشدشان یا متوقف می شود یا دندریت ها به سمت قطرها تمایل پیدا می کنند. دندریت ها به سمت قطرها خم می شوند و رشدشان در تمام مسیر تا مرکز شمش ادامه پیدا می کند. دندریت های ستونی که از قسمت میانی سطح باقی مانده است در جهت عمودی تا سطح شمش و در جهت مرکز شمش رشد می کنند. در قسمت مرکزی سطح مقطع، یک حفره آشکار بروی تمام ریز ساختارهای ۹ مورد وجود دارد که یک انقباض یا چین خوردگی می باشد. این مکانیزم توضیح داده شده در مورد رشد دندریت ها در طول ریخته گری بدون همزن درشکل۴ نمایان میباشد.
درون شمش ها، وقتی همزن الکترومغناطیس قالب یا هر دو همزن قالب و میانی استفاده می شود، حرکت و جنبش های منجمد شدن و رشد دندریت ها در ابتدا با حالت بدون همزن یکی می باشد. همچنین دندریت ها ستونی را ایجاد می کنند که درامتداد قطرها با هم تماس پیدا می کنند. با این حال، خیلی زود رشدشان متوقف می شود. دندریت های با زاویه مساوی که دندریت های هم محور نیز نامیده میشوند به صورتی رشد می کنند که جهت یابی تنها در قسمت مرکزی به سمت شمش و به صورت کاملا تصادفی باشد.
شکل ۵ – رشد دندریتها در ساختار شمش که ازهمزن EMES و SEMS استفاده شده است
مکانیزم رشد این دندریت ها زمانی که هر دو همزن کار می کنند (جدول۴- A,4 B,4، B5) بیشتر می است. اگر هر دو همزن قالب و میانی به طور همزمان کار کنند تاثیرات همزن به طور قابل توجهی از شکل گیری کریستال های عمودی جلوگیری می کند. اگر تنها همزن قالب در حال کار کردن باشد و همزن میانی خاموش باشد (B1، A1) از کریستال شدن ستونی جلوگیری می شود.
روش کار کردن همزن میانی به تنهایی (B3، A3) نمی تواند به طور آشکار تغییرات در ساختار دندریت ها را در مقایسه با عدم استفاده از همزن (B2، A2) نشان دهد. عمق نوارهای ستونی دندریت ها در امتداد یک مسیر از سطح شمش (شکل۵) که مقدارشانmm ۱٫۸±۲۳٫۴ می باشد (همزن SEMS و MEMS همزمان کار کنند) نشان داده شده است. برای ریخته گری معمولی بدون استفاده ازهمزن عمق دندانه ها تقریبا mm70 برآورد می شود (شکل۴). ناخالصی ها در طول انجماد اغلب در نقاط تماس دندریت های در حال رشد مشاهده می شود. این اثر نامطلوب می تواند در امتداد قطر مشاهده شود که بین mm100 تا ۱۰۳ در مرکز انقباض صورت می گیرد. این نقطه از تماس دندریت ها در طی کار کردن همزمان همزن S-EMS و M-EMS تنها mm 1.9±۲۹٫۸۴ در واقع ۳ الی ۴ بار کمتر می باشد. در منطقه مرکزی شمش یک حفره حاصل از انقباض مشاهده می شود که با رشد دندریت آن حفره پر می شود.
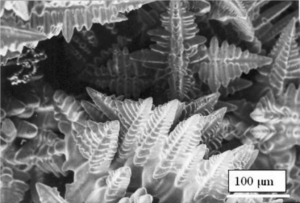
شکل ۶ – دندریت ها در مرکز شمش
با فرض اینکه بیشترین عیوب (خلل و فرج، ناخالصی، مواد افزودنی، انقباض های ریز) در امتداد قطرها شکل گرفته است، این امکان وجود دارد که در گوشه ها به طور خاص روی لبه ها ترک ها بیشتر از دیواره های شمش باشد. اگر اولین تقریب از چقرمگی شمش مربوط به شمش ساخته شده از فولاد کم کربن KIC≈۷۵٫۰ MPa m1/2 باشد، پس از آن در طول فرآیند ریخته گری، طول تماس دندریت های ستونی در امتداد قطر به صورت تقریبی حدود ∆l normal = 101.5 mm (شکل۴) است. از طرف دیگر، اگر دو همزن الکترومغناطیسی (S-EMS و M-EMS) به طور هزمان درگیر شوند طول تماس دندریت های ستونی در امتداد قطر به مقدار ∆l el.mg = 29.8 mm (شکل۵) است . درامتداد این طول می توان این انتظار را داشت که در طول ریخته گری، تمرکز ابتدایی عیوب افزایش پیدا خواهد کرد و بر اساس نظریه شکست مکانیکی باید از معادلات زیر برای محافظت از پیوستگی سطوح استفاده کرد:
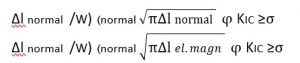
اولین معادله برای ریخته گری نرمال و بدون استفاده از همزن الکترو مغناطیسی به کار برده می شود و دومین معادله در زمان استفاده همزمان از همزن های قالب و میانی مورد استفاده قرار می گیرد. اجزا (Δl /W) فاکتور اصلی است که اولین تخمین می تواند در هر دو معادله یکسان باشد بنابراین امکان دارد که معادله فشار و کرنش، در نقاط اوج دندریت ها که در امتداد قطرها در تماس هستند، برآورد شود.

معادله (۱) محدود به فشار و کشش شمش های ماشین ریخته گری نرمال بدون استفاده از همزن الکترومغناطیسی می باشد.
![]()
معادله (۲) محدود به فشار و کشش در طول ریخته گری می باشد که ازهر دو همزن S-EMS و M-EMS استفاده شده است. مقایسه همزمان حد تنش و کشش در شرایط یکسان نشان می دهد احتمال ترک خوردن شمش در زمانی که ازهمزن الکترومغناطیسی استفاده نمی کنیم، تفریبا دو برابر زمانی هست که از هر دو همزن استفاده می کنیم.
مشاهدات طولانی مدت نشان می دهد استفاده ازسیستم همزن الکترومغناطیسی ترک ها را در شمش به صورت قابل توجهی کاهش داده است.
نتیجه گیری
این تحقیق نتایجی از تایید آزمایشگاهی اثرات همزن الکترومغناطیس، بر روی ساختار دندریت در فولاد را در طول ریخته گری شمش را نشان می دهد. ۹ نوع مختلف از نحوه قرارگیری مجزا و ترکیبی سیستم های همزن الکترومغناطیسی مورد بررسی قرار گرفت.
سنگ زنی میکروسکوپی بر روی سطح مقطع شمش های نمونه برای مشاهده ساختار دندریتی صورت گرفته است. بالاترین میزان اثرپذیری همزن الکترومغناطیسی در زمان استفاده همزمان دو سیستم همزن M-EMS و S-EMS مشاهده شده است. این منطقه از دندریتهای ستونی، بر محور عمود بر سطح های دیوارها، ضخامت حدودی ۳/۱ تا ۴/۱ ضخامت شمش را دارد. در قسمت مرکزی شمش ها استفاده از همزن باعث می شود ساختار دندریت ها یکسان و مساوی شود و بطور کلی عیوب کریستالی در شمش را به صورت محسوس و قابل توجهی کاهش می دهد.
[۱] . Electromagnetic Stirrer
سلام مهندس وققتون بخیر،فایل مقاله همزن مغناطیسی قالب های ریخته گری ccmچجور میتونم تهیه کنم!؟ ممنون میشم راهنماییم بفرمایید
با عرض سلام و احترام، یا باید مجله پردازش مذکور رو پیدا کنید، یا روی لینک کلیک بفرمایید و فایل رو دانلود کنید و یا متن خود وبسایت رو استفاده بفرمایید. همه متن ها یکسان است. با احترام