روشهای جدید برای از بین بردن نسوزها، آینده فولادسازی سبز
این مطلب در فصلنامه تخصصی صنعت نسوز، شماره سی و یکم، تابستان 1402، در صفحه 48 منتشر شده است.
روشهای جدید برای از بین بردن نسوزها، آینده فولادسازی سبز
نویسنده:
Thomas (Tom) Vert, Strategic Refractory Consulting Inc., Hamilton, ON, Canada.
مترجمان: سید محسن سیدعاشور، پریا شیخ1
1 کارشناس تحقیق و توسعه گروه پاترون
چکیده
چالش کربن که همه ما در تلاشیم به آن بپردازیم، تغییر اصلی در فرایندهای تولید نسوز توسط مشتری است. تغییرات در کازخانههای فولاد برای حرکت به سمت فولاد سبز، شامل حذف یا اصلاح قابلتوجه کورههای کک، کوره بلند (BF) و کورههای اکسیژن قلیایی (BOF) میباشد. علاوه بر این فولادسازی با کوره قوس الکتریکی، با امکان افزودن اکسیژن، آهن اسفنجی (DRI)، آهن مذاب، بریکت گرم (HBI) و تزریق هیدروژن به هریک یا همه این فرایندها و یا ترکیبی از فرایندهای فوق از دیگر تغییرات فعلی هستند.
تغییر از کنورتور به EAF نرخ فرسایش و مصرف نسوز را به تنهایی و بدون توجه به هر از یک فناوریهای دیگر تقریبا از 2/0 mm به ازای هر ذوب، به mm1 افزایش میدهد. حرکت مهندسی شده به هر یک از تغییرات فوق و ترکیب آنها، سازوکار فرسایش نسوزها را نیز با یک عامل ناشناخته افزایش میدهد. بیشتر بودن نسبت ناخالصیها در DRI، استفاده از کورههای EOF یا کونارک[1] در فضای فنی EAF چالشهایی فرسایشی را برای نسوزهای مورد استفاده ایجاد میکند. البته هنوز خیلی زود است که ببینیم افزودن هیدروژن و یا بخار با دمای بالا به عنوان یک محصول جانبی چه میکند.
این مقاله سعی خواهد کرد که آیندهی سازوکارهای فرسایش و میزان فرسایش “فولاد سبز” را با این پیشبینی، پیشبینی کند که مهم نیست که… ما راههای جدیدی برای تخریب مواد نسوز پیدا خواهیم کرد! (و البته نسوزهای جدید برای مقاومت در برابر این تغییرات).
فولاد سبز چیست؟
اساساً فولاد سبز عبارت است از تولید فولاد بدون استفاده از سوختهای فسیلی. “هیدروژن سبز” اصطلاحاً راه حلی است که میتواند به کاهش اثر کربن صنعت فولاد کمک کند. هیدروژن باتوجه به منبع اصلی حامل انرژی مورد استفاده برای تولید H2 و اینکه آیا جذب و ذخیره کربن استفاده شده است یا نه، با نام هیدروژن سبز به عنوان هدف نهایی معرفی میشود.
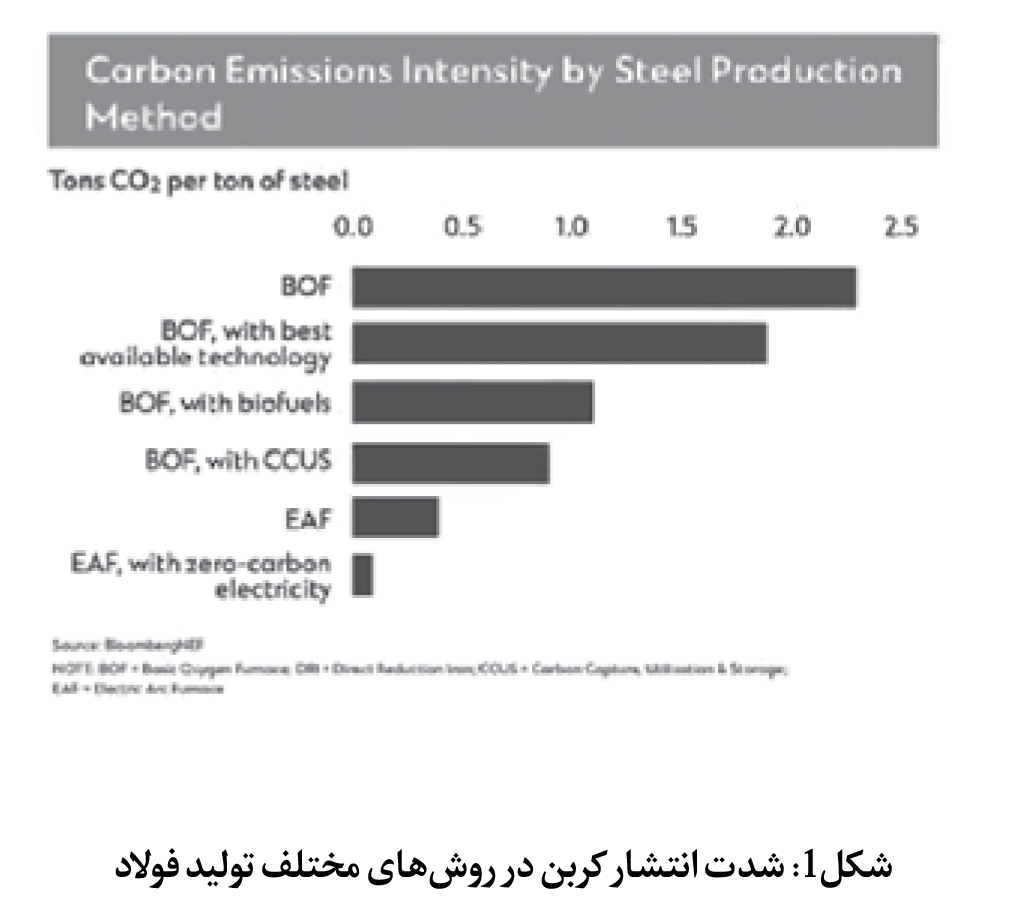
باتوجه به اینکه تولید فولاد حدود 7% از تولید CO2 جهان را تشکیل میدهد، برای کاهش استفاده از سوختهای فسیلی، مقابله با چالش تغییرات آب و هوایی ضروری است.
همانطور که در شکل 1 دیده میشود آسانترین و سریعترین روش برای رویارویی با این چالش، رفتن از تولید با BF/BOF به تولید با EAF است.
فولاد سبز چیست
تصویر زیبایی که دوست دارم از آن استفاده کنم، تصویری از میدرکس[1] است که سفر به فولاد سبز را از وضعیت فعلی نشان میدهد که در شکل 2 مشاهده میشود.
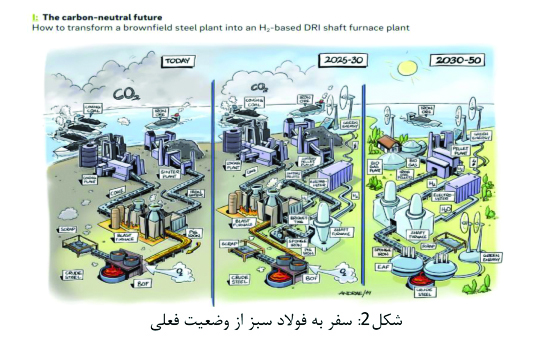
سفر به فولاد سبز را از وضعیت فعلی نشان میدهد
همچنین فرایندهای نیمه صنعتی دیگری وجود دارند (به عنوان مثال HyBrit Boston Metal و…) که ممکن است تا حدی کارساز باشند، با این حال نظر نویسنده این است که EAF شاکله آینده تولید فولاد سبز خواهد بود.
شما چگونه نسوزهای را از بین میبرید؟
نسوزهای توسط ترکیبی از سازوکارها که به اختصار TMC نامیده میشود دچار فرسایش میگردند. TMC مخفف سازوکارهای حرارتی (T)، مکانیکی (M) و شیمیایی (C) است. فهرستی کلی که تحلیل آنالیز TMC را بیان میکند، در جدول 1 نشان داده شده است.

ساز و کارهای فرسایش TMC
نکته حائز اهمیت این آنالیز نیز، ارزیابی از منظر نسوز است. برای اینکار از متخصصان نسوز استفاده میشود، زیرا متالورژها معمولاً فرایند فولادسازی را درک میکنند اما درکی از خواص نسوز نداشته و بنابراین نمیتوانند اثر فرایند فولادسازی بر خواص نسوز را به خوبی متوجه شوند.
علاوه بر درک فرسایش نسوزها، تحلیل نرخ فرسایش فعلی و پیش بینی ان در آینده نیز اهمیت دارد.
نرخ فرسایش فعلی نسوزها در هر فرایند
تولید باکوره بلند
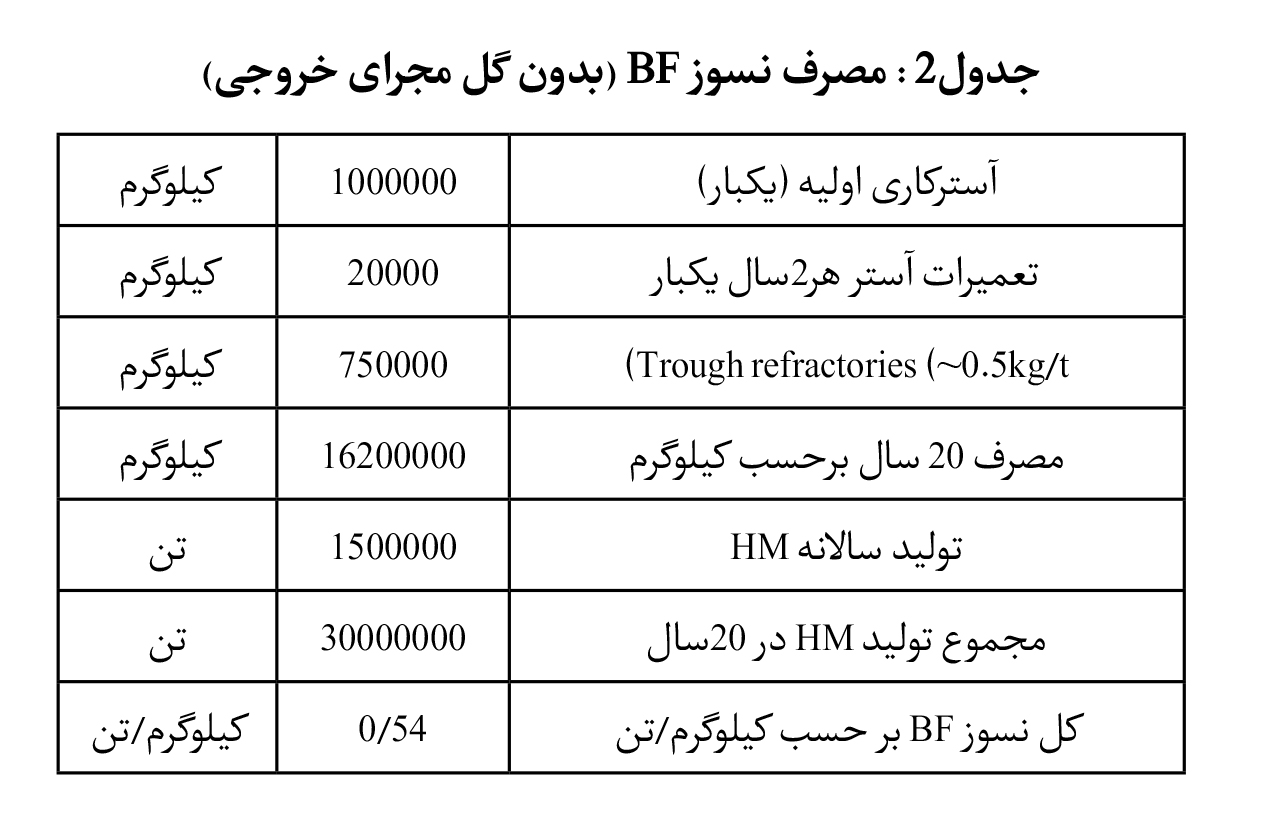
نسوزهای کوره بلند شامل آسترکاری اولیه (شامل کوره) است و تعمیرات هر 2 سال یکبار (به صورت شاتکریت/گانینگ/آجر و یا جرم ریختنی) صورت میگیرد. (جدول2)
لازم به ذکر است که گل مجرای خروجی یک ماده مصرفی متالورژیکی بوده و نسوز نیست و بنابراین در نظر گرفته نشده است. همچنین ماشینهای تورپدو [2] و یا پاتیلهای داغ شامل این موضوع نمیشوند زیرا نرخ فرسایش آنها تا حد زیادی به شرایط کاری هرکارخانه بستگی دارد اما به اندازه کافی بالا نیست تا فرضیه این مقاله را تغییر دهد.
مصرف نسوز BF
کورههای بلند جدید ترکیبی از آجرهای کربنی، سیلیکون کاربایدی، آلومینابالا-سیلیکون کاربایدی و آلومینا بالا به صورت منطقهبندی شده و بر اساس سازوکارهای کلیدی فرسایش هستند.
با گذشت زمان برای مقاومت در برابر بارهای حرارتی زیاد و چرخش، تمایل به افزایش مصرف محصولات کربنی و سیلیکون کاربایدی (SiC) در یک عملیات BF نوین بوده است. بوسیله اتمسفری احیا که تحت فشاری عادی است، خطر اکسیداسیون کم بوده و طول عمر این نسوزها افزایش یافته است. ترکیبات شاتکریت جدید حاوی کربن، منجر به افزایش قابل توجه عمر تعمیر شده است.
در دهه 1980 این امر منجر به افزایش عمر نسوز BF از 3 به 5 سال شده است تا صحبت از آستر “همیشگی” در آینده، که با عمر بیش از 20 سال و بدون تعویض قابل توجه آستر به ثبت رسیده است، به میان آید.
تولید با کوره اکسیژن قلیایی (کنورتور)
نسوزهای BOF شامل آستر اولیه، لایه ایمنی، تعمیرات به صورت گانینگ و تعویض مجرای خروجی در جدول 3 ارائه شده است.

مصرف نسوز BOF
BOFهای جدید عمدتاً ترکیبی از آجرهای منیزیا کربن، به صورت منطقهبندی شده بر اساس سازوکارهای اصلی فرسایش هستند (برای مثال، دیواره بارگیری، شکم[1] و کف کنورتور).
عمر BOF تا حد زیادی، به شرایط کاری و تعمیر بستگی دارد. از گذشته برای بالا بردن عمر BOFهای ایالات متحده از پاشیدن سرباره به عنوان راهی برای افزایش عمر BOF به بیش از 20000 ذوب استفاده میشده است که البته جنبه منفی عدم همزدن کف، هزینههای متالورژیکی دیگری از جمله استفاده بیشتر از دیاکسیدانها را اضافه میکند.
مواد تعمیراتی شامل ترکیبات بازی گانینگ، همچنین تعمیر با سربارهها، آجرهای مصرف شده و یا جرمهای تعمیراتی فلهای میباشد.
تولید با کوره قوس الکتریکی
نسوزهای EAF شامل آسترکاری اولیه، کف و تعمیرات گانینگ و همچنین تعویض مجرای خروجی است که در جدول 4 نمایش داده شده است.
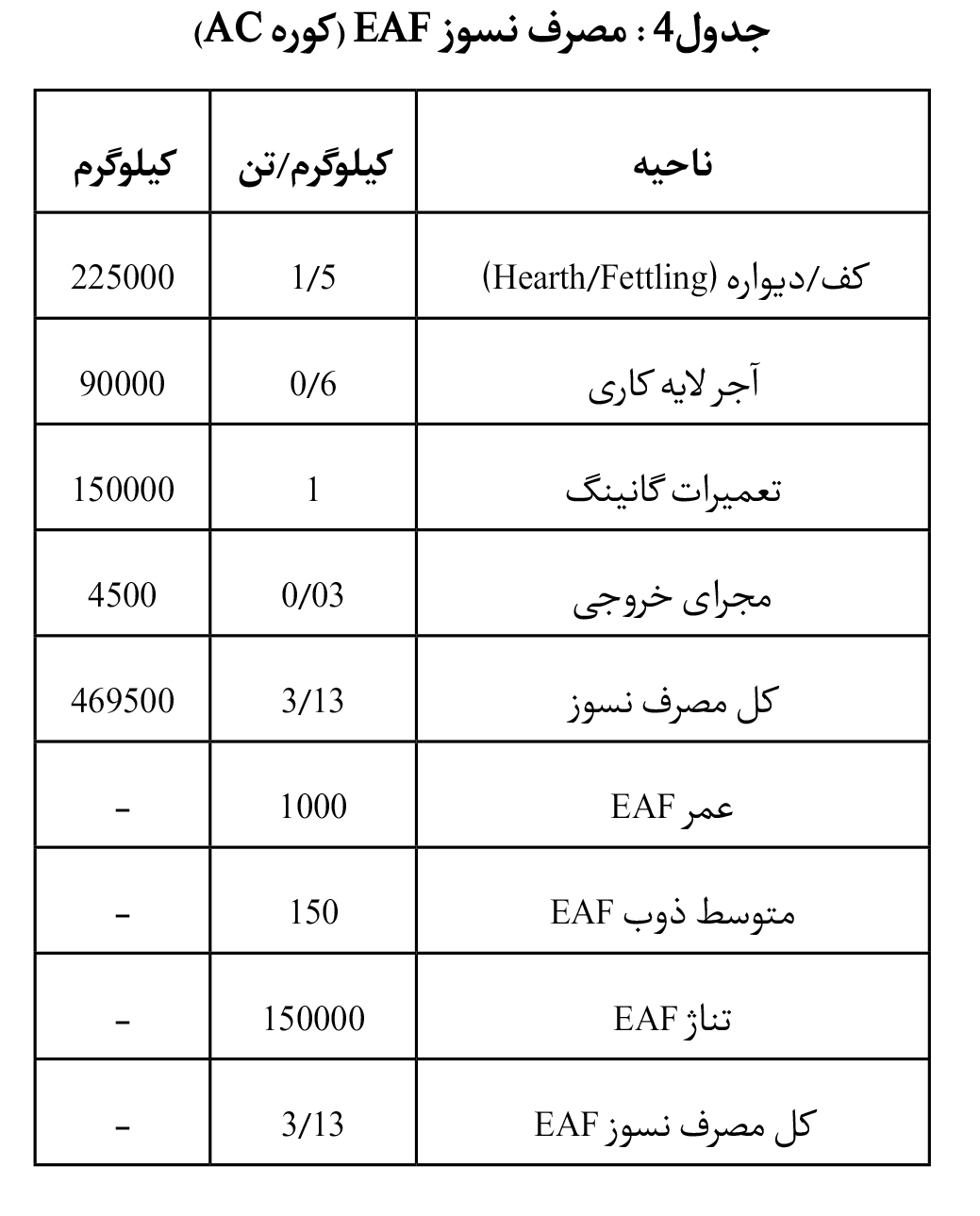
مصرف نسوز EAF
EAFهای جدید عمدتاً ترکیبی از آجرهای منیزیا کربن به صورت منطقهبندی شده و بر اساس ساز وکارهای اصلی فرسایش هستند (برای مثال، نقطه داغ، بالای EBT، درب EAF و…).
عمر EAF به شدت به شرایط کاری و تعمیر بستگی دارد و حتی بیشتر از BOF. متغیر بودن تناژ EAF (از 20 تا 300تن) و همچنین نوع آن (AC، DC، EOF، Conarc و…) تعمیم مصرف واقعی بر حسب کیلوگرم/تن را برای آن خیلی سخت میکند. محاسبات فوق برای متوسط کوره نوع AC است.
تجربه نشان داده است که نرخهای فرسایش و مصرف نسوز برای انواع EAF به ترتیب زیر میباشد:
DC < AC < Shaft < EOF < Conarc
اختلاف اصلی در مقدار کف و تعمیرات گانینگ مورد نیاز است که وابستگی زیادی به شرایط سرباره پفکی دارد (که میتواند بسیاری از خطاهای متالورژیکی را بهبود دهد). نرخ فرسایش نیز تحت تأثیر نوع شارژ قراضه/آهن از 100 قراضه تا تکههای بزرگ آهن سرد (ناشی از ریختن فلز داغ BF) گرفته تا HBI، DRI و حتی شارژ فلز داغ (تا 30% از شارژ فلز) است.
لازم به ذکر است که اثر موارد فوق، در بخش وضعیت آینده بیشتر مورد بحث قرار خواهد گرفت.
نرخها و سازوکارهای فرسایش پیشبینی شده نسوزها در هر فرایند با فولاد سبز
تولید با کوره بلند
پیشبینی میشود در آینده، شرکتهایی که با استفاده از کوره بلند به کار خود ادامه میدهند، سعی خواهند کرد هیدروزن را به عنوان یکی از سوختها تزریق کنند. هیدروژن در مقایسه با سایر سوختهای هیدروکربنی آب بیشتری تولید میکند و این مورد به خوبی شناخته شده و ممکن است منجر به بوجود آمدن بخار آب در کوره شده که میتواند باعث افزایش خوردگی برخی از نسوزهای خاص شود.
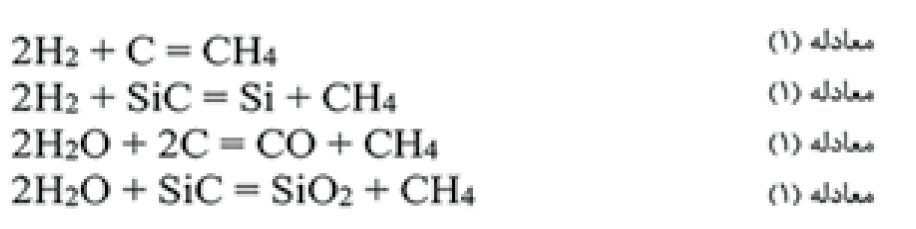
کورههای بلند جدید امروزی، از ترکیبی از کربن، کاربید سیلیسیم، آجر آلومینایی و جرمهای تعمیراتی مشابه تشکیل شدهاند. مطابق با واکنشهای شیمیایی ارائه شده در معادلات 1 تا 4، اثر H2 یا H2O در این کورهها منجر به تخریب آستر نسوز میشود.
فولاد سبز
زمانی که کوره بلند در شرایط پایدار و تحت فشار است، تا حد امکان اتمسفر احیایی را حفظ میکند اما به دفعات پیش میآید که کوره برای تعمیرات یا بازرسی در معرض هوا قرار میگیرد. همچنین، آب میتواند از طریق نشتی لوله و/یا صفحه و/یا برف/یخ در طول ماههای زمستان وارد کوره شود. همه این شرایط منجر به نرخ فرسایش بالاتری خواهد شد، اما مشخص نیست این نرخ فرسایش چقدر ممکن است بالا برود.
نظر این نویسنده این است که نرخ فرسایش آستر اولیه برای BFها با تزریق هیدروژن به دلیل ماهیت سازوکارهای حمله (خوردگی) و شرایط عملیاتی، حداقل دو برابر خواهد شد.
|
آستر اولیه (یکبار) |
1000000 |
کیلوگرم |
|
تعمیرات آستر هر 1 سال |
50000 |
کیلوگرم |
|
Trough refractories (~0.5kg/t) |
750000 |
کیلوگرم |
|
کل مصرف 20 سال (کیلوگرم) |
17000000 |
کیلوگرم |
|
تولید HM سالیانه |
1500000 |
تن |
|
کل تولید HM در 20 سال |
30000000 |
تن |
|
کل نسوز BF |
57/0 |
کیلوگرم/تن |
|
جدول5 : میزان مصرف نسوز در BF (بدون در نظر گرفتن گل مجرا) – آینده
|
در جدول 5 مشاهده می شود که نرخ فرسایش کل، تنها از 0/54به 0/57 کیلوگرم بر تن به علت مصرف عمده نسوز در فرورفتگی های BF افزایش مییابد.
با این حال، کاهش چشمگیری در مصرف نسوز، کاهش عمدهای در تعداد کورههای بلند در حال کار ایجاد خواهد کرد که انتظار میرود حداقل 50 درصد کاهش یابد، اگرچه به دلایل اقتصادی، این موضوع به صورت منطقهای متفاوت خواهد بود. همانطور که در شکل 3 مشاهده میشود. به عنوان مثال، تمام فولادسازان آمریکای شمالی به جز کلیفس[1] متعهد شدهاند که تا سال 2040 به فولادسازی با EAF تغییر روش بدهند.
تولید با روش کوره اکسیژن قلیایی (BOF)
در حال حاضر هیچ اشارهای به تزریق هیدروژن به BOF نشده است. بنابراین تصور میشود که تغییر کمی در نرخ فرسایش نسوزهای BOF ایجاد کند.
همانطور که درمورد BF ها صحبت شد، تغییر اساسی در مصرف نسوز، کاهش عمدهای در تعداد کورههای اکسیژنی در حال کار ایجاد خواهد کرد که انتظار میرود حداقل 50 درصد کاهش یابد، اگرچه این مقدار به دلایل اقتصادی، بسته به شرایط منطقهای تغییر خواهد کرد.
تولید با روش کوره قوس الکتریکی (EAF)
فرسایش نسوز در روش EAF در آینده به دلیل ترکیب چهار عامل زیر افزایش خواهد یافت:
- افزایش استفاده از کورههای ترکیبی اکسیژنی/EAF مانند EOF، Conarc و/یا تزریق اکسیژن از لولههای پایینی.
- استفاده بیشتر از DRI/HBI و حتی مذاب فلز داغ برای برآورده سازی الزامات نهایی مدنظر مشتری.
- تزریق هیدروژن به EAF.
- استفاده از فلز داغ از سایر فرآیندها به داخل کوره.
چهار عامل زیر منجر به افزایش نرخ فرسایش و مصرف نسوز می شود:
- همانطور که قبلاً در این مقاله بیان شد، تجربه نشان می دهد که سایش و مصرف بالاتر نسوز از طراحیهای زیر حاصل میشود:
DC < AC < Shaft < EOF < Conarc
همانطور که کارخانههای فولاد به سمت EAF و نهایتا برآورده کردن نیازهای سختگیرانه مشتریان پیش میروند، بالطبع حرکت به سمت طراحیهای مخرب نیز طبیعی خواهد بود. همچنین انتظار میرود که از هم زدن کف با استفاده از آرگون یا احتمالاً اکسیژن برای افزایش سرعت فرآیند و کاهش زمان تخلیه (tap to tap) استفاده شود. همه اینها منجر به مصرف نسوز بیشتر میشود.
- حرکت به سمت مقادیر بالاتر HBI، DRI و حتی شارژ فلز داغ نیز منجر به نرخ فرسایش بالاتر میشود. گفته شده است که میزان DRI/HBI با کیفیت بالاتر در حال کاهش است و بنابراین مواد ناخالصی افزایش خواهد یافت. این موضوع منجر به زمان های پردازش طولانیتر، میزان سرباره بیشتر و در نتیجه مشکلات بیشتر مربوط به نسوز میشود.
3. تزریق هیدروژن به EAF همراه با H2 آزاد ناشی از آن و احتمالاً H2O، مجدداً منجر به فرسایش می شود طوری که آجر منیزیاکربن به سرعت از بین رفته و نیاز به تعمیر دارد. اگر کربن در آجر کاهش یابد، میزان پوسته پوسته شدن حرارتی افزایش خواهد یافت و در حال حاضر راه حلی برای این چالش وجود ندارد.
جدول 6 طرح “توپ بلوری” این نویسنده را مبنی بر افزایش بیش از 50% مصرف نسوز مورد انتظار، نشان میدهد!
راه حلهای آینده نسوز
بنابراین، اگر در آینده ترکیبی از EAF های بیشتر، هیدروژن بیشتر، زمانهای ذوبگیری طولانیتر و سربارههای خورندهتر و … وجود داشته باشد، طراحان نسوز چگونه باید به جلو حرکت کنند؟
لازم به ذکر است که تمامی شرکتهای نسوز روی اثرات تزریق هیدروژن و اقداماتی که لازم است انجام شود، شروع به کار کردهاند.
چند کار کلیدی انجام شده و نکات کلیدی به شرح زیر خلاصه شده است:
- از نمودار الینگهام، ارائه شده در شکل 4 مشاهده میگردد که آلومینا، کرومیا و تیتانیا اکسیدهای کلیدی هستند که در دماهای فولادسازی کمتر تحت تأثیر هیدروژن قرار میگیرند.
این موضوع توضیح میدهد که چرا برای مدتها، از آلومینا با خلوص بسیار بالا در اتمسفر هیدروژن در صنایع غیر آهنی استفاده میشده است و چرا این ماده، نسوز انتخابی در تجهیزات مدرن شارژ DRI بوده است.
البته این ماده برای استفاده در EAF به اندازه کافی خوب نخواهد بود زیرا کربن موجود در آجر منیزیا کربن و همچنین منیزیا برای مقابله با سربارههای بازی، جهت بقای نسوز ضروری هستند.
گزینههای احتمالی، منیزیای کم کربن از طریق استفاده از فناوریهای نانو کربن، برخی از اشکال اسپینل (اگرچه کروم 6+.همچنان یک مساله اصلی است)، یا کلسیم آلومیناتهای دما بالا (مانند هیبونیت) هستند.
ما مشتاقانه منتظریم تا شاهد توسعه فناوریهایی باشیم که بتوانند با فرآیندهای جدیدتر و تهاجمیتر کارخانجات فولاد مبارزه کنند!
نتیجه گیری
- روش فولادسازی “سبز” در آینده نزدیک منجر به تغییر روش BF/BOF به روش EAF به منظور کسب دستاوردهای زیادی در کربن زدایی خواهد شد.
- روش جدید منجر به افزایش مصرف نسوز به میزان حداقل 90 درصد خواهد شد و این به این علت است که در روش BF/BOF مقدار 65/1 کیلوگرم بر تن و در روش EAF بیش از 13/3کیلوگرم بر تن نسوز استفاده میشود.
- روش EAF خودش به تنهایی منجر به مصرف مازاد نسوز میشود که علت آن روش فرآوری، مواد اولیه و تزریق بیشتر هیدروژن است.
مراجع
[1] https://www.sc.com/en/feature/ironing-out-chinas-plancarbon-neutral-steel-production/
[3] Carniglia, S.C and Barna, G.L., Handbook of Industrial Refractories Technology: Principles, Types, Properties and Applications, Noyes Publications/William Andrew Publishing, LLC, USA, (1992).
[4] https://www.iea.org/reports/iron-and-steel-technologyroadmap
[5] https://inspyro.be/reduction-with-hydrogen-ellinghamdiagram/